











SMED Industría Continua
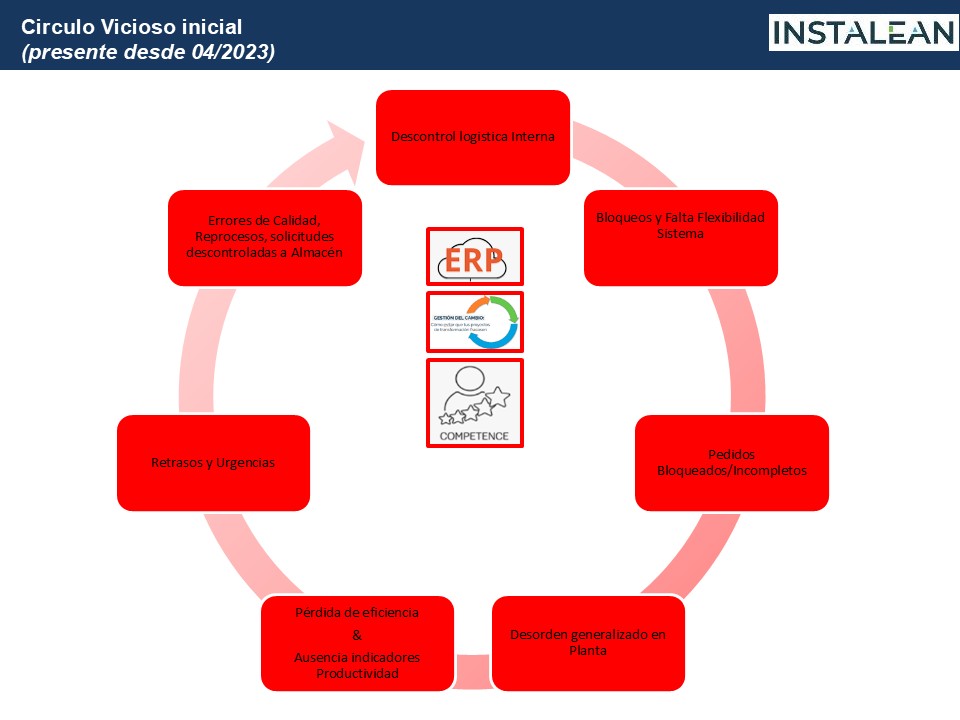
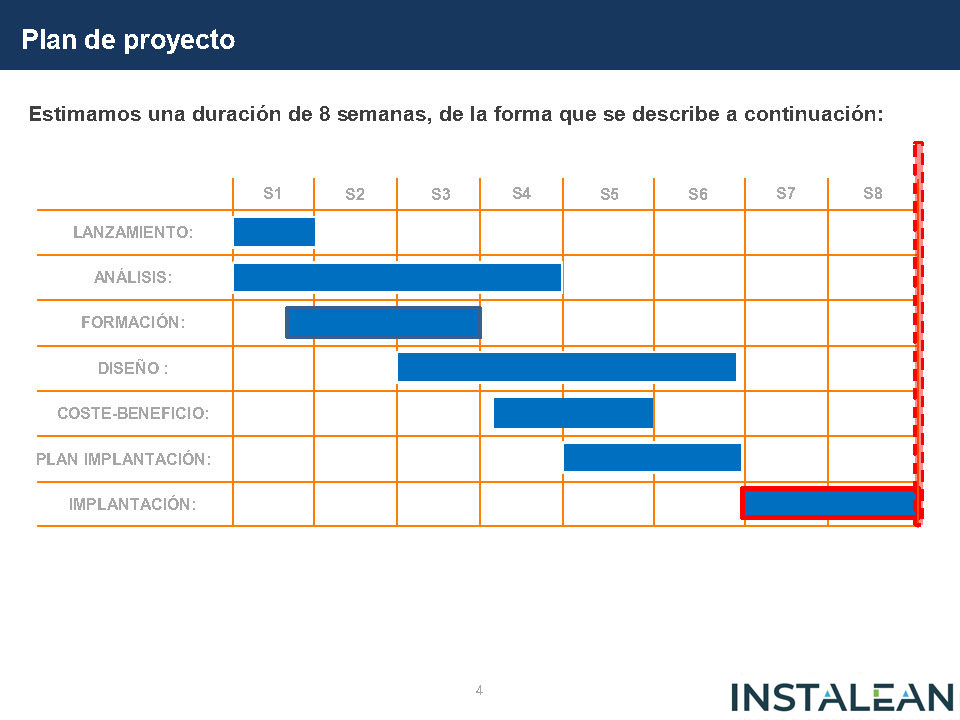
Resumen Planing / Recursos / Objetivos
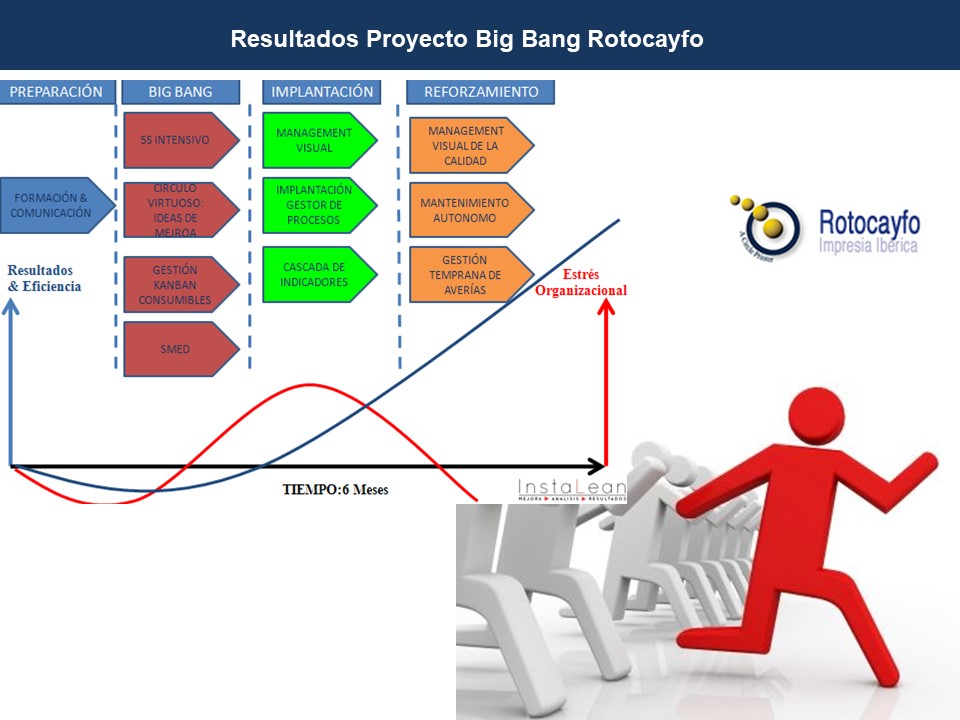
Objetivos claves del Proyecto
- Flexibilizar los procesos de cambios con el objetivo de reducir el Lead Time de la planta en su línea de productos estratégicos.
- Formar el personal a los conceptos de mejora continua & Involucrar al personal en cada etapa del proceso de re-ingeniería de los cambios
- Introducir los conceptos 5S, Ergonomía, SMED y Trabajo en paralelo
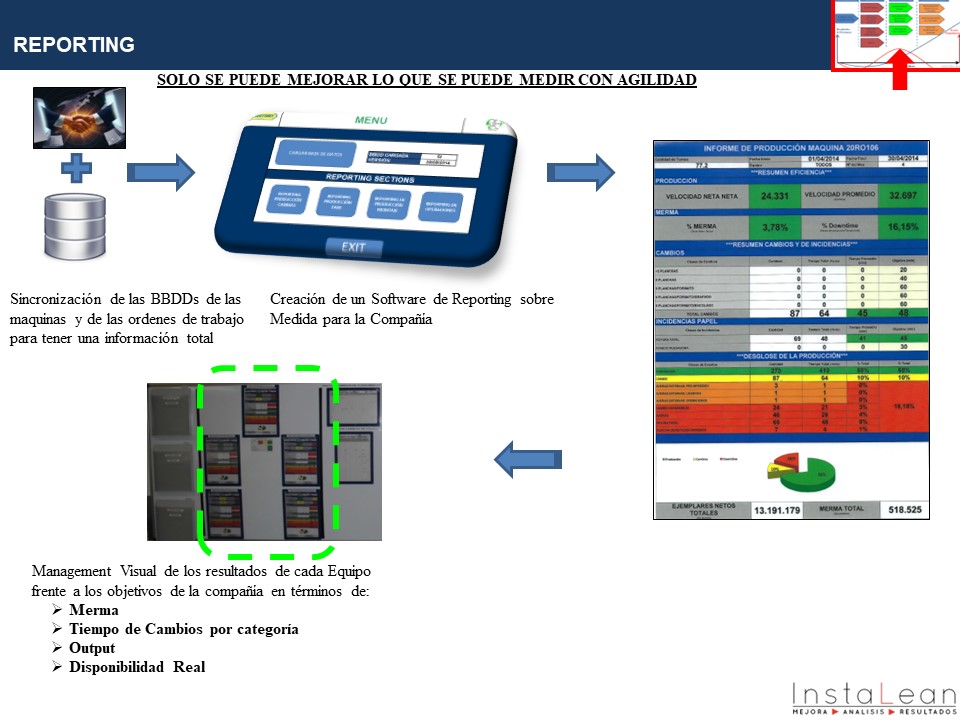
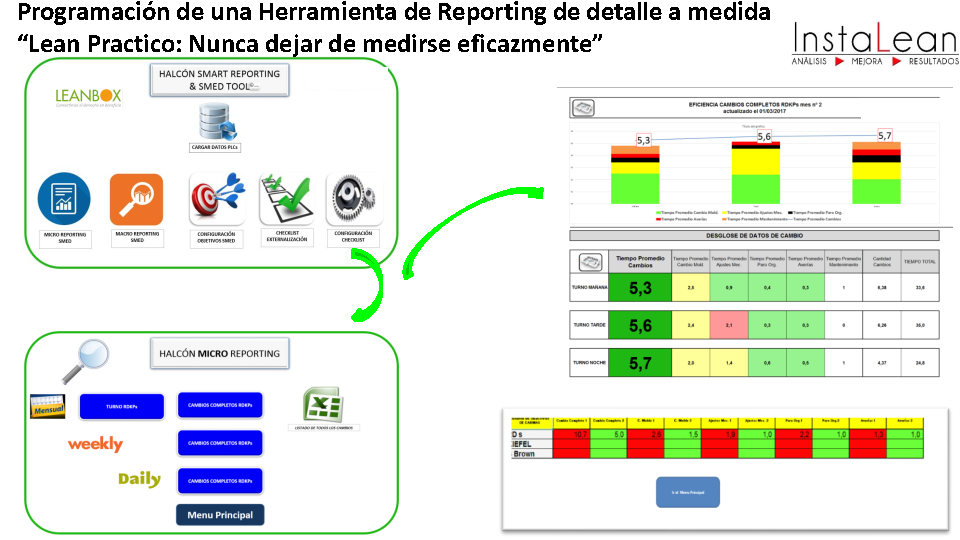
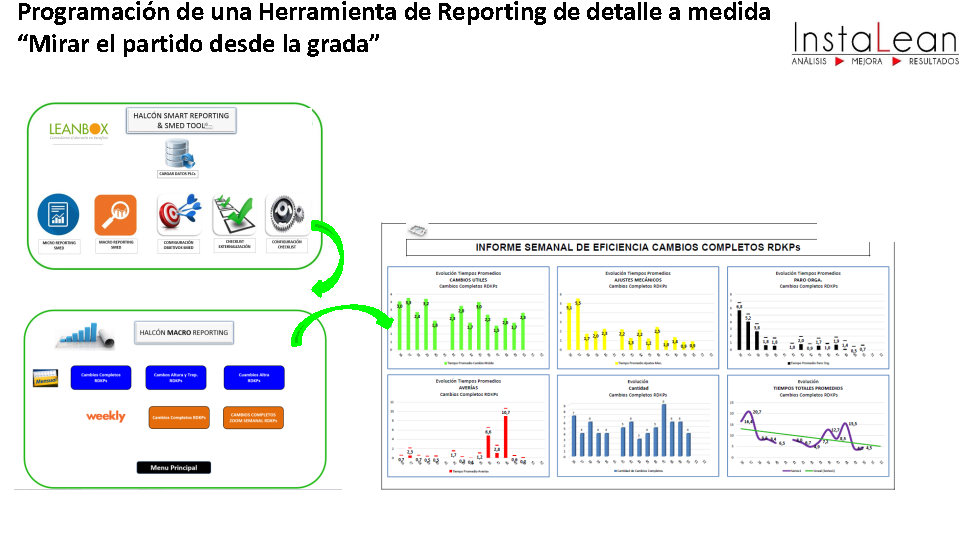
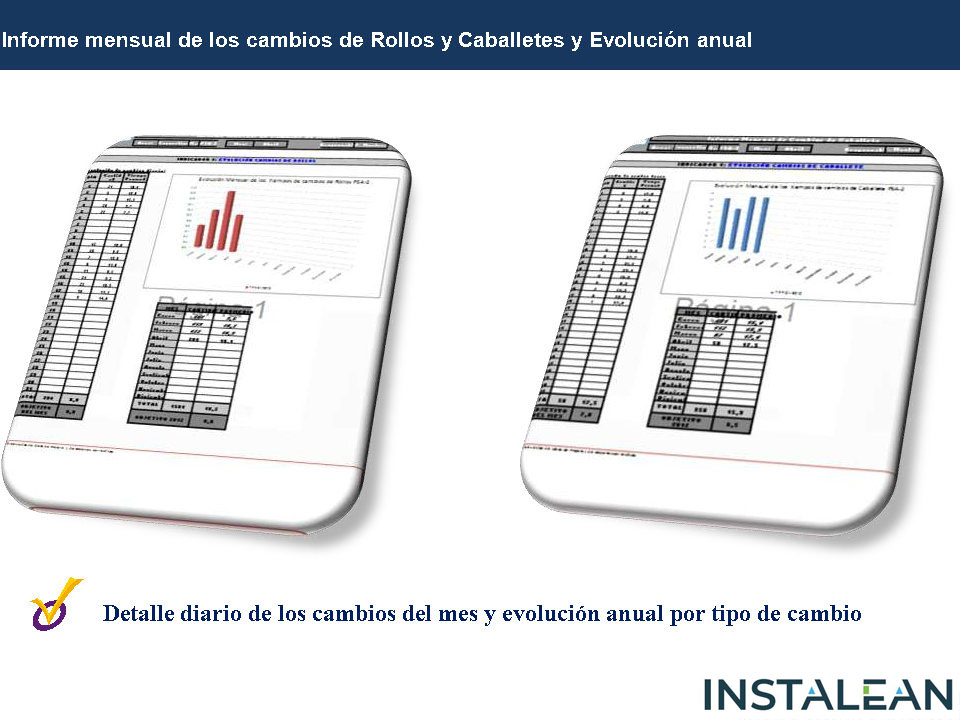
- Crear un programa de Reporting permitiendo de conservar y controlar los resultados
- Formar un equipo interno a la gestión & ejecución de proyectos SMED
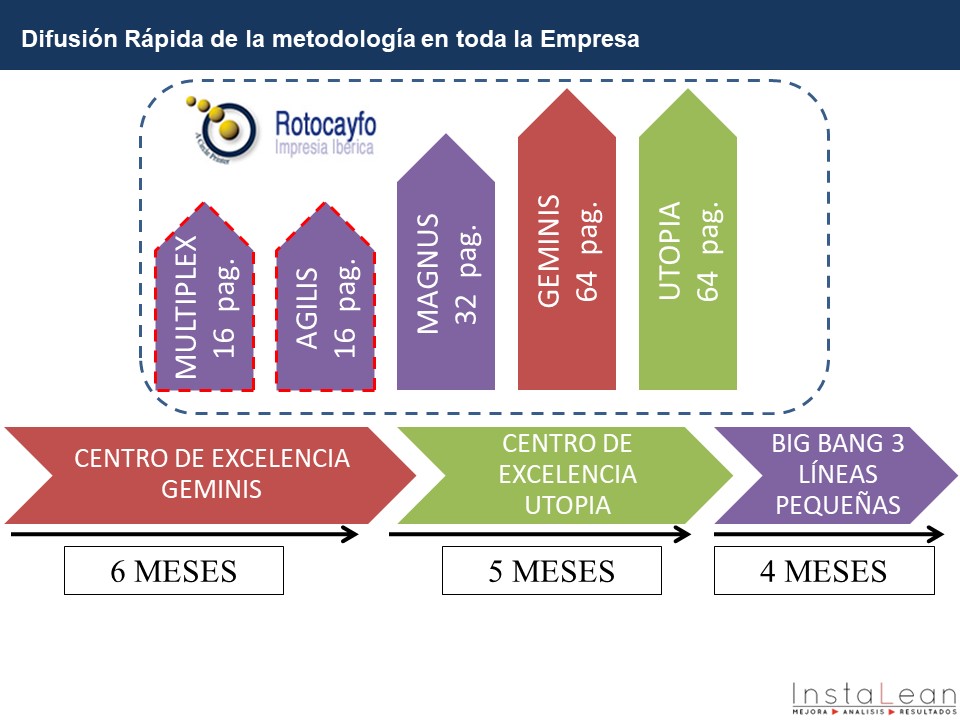
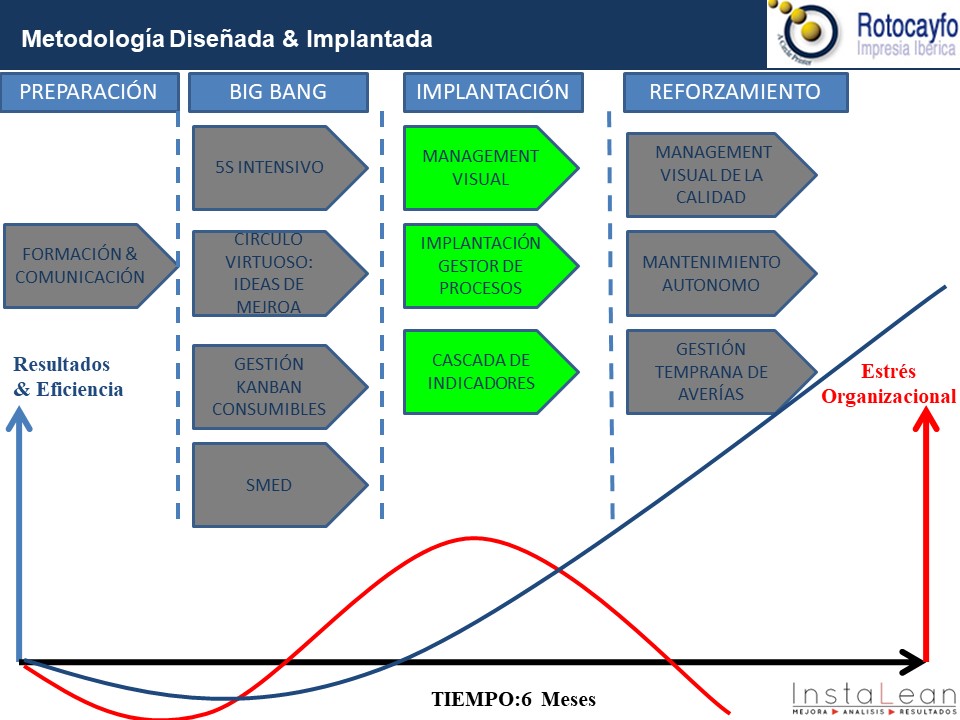
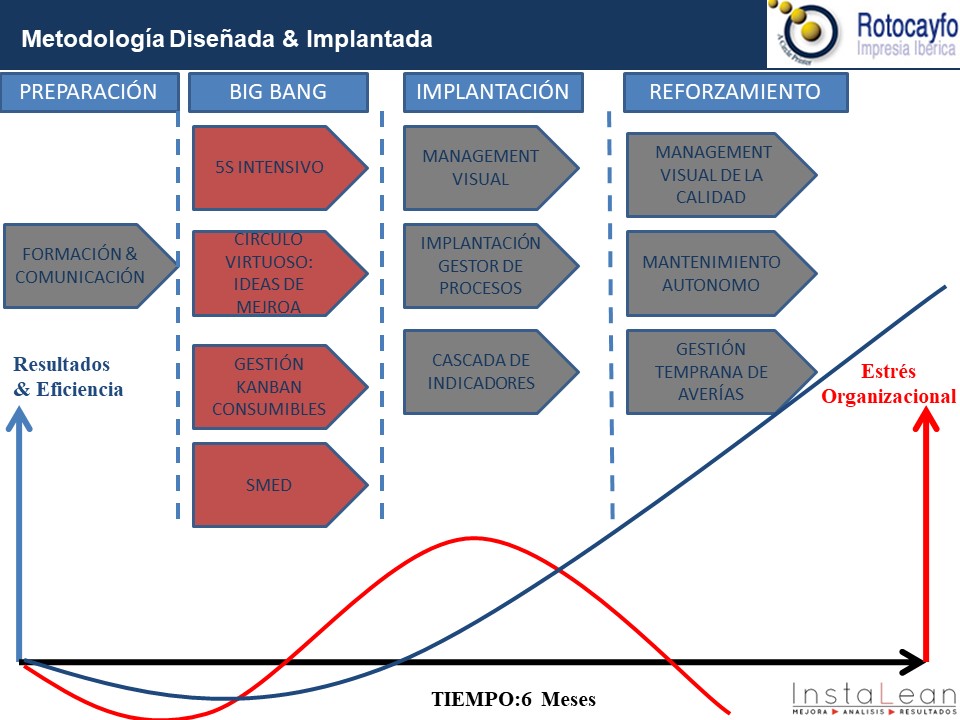
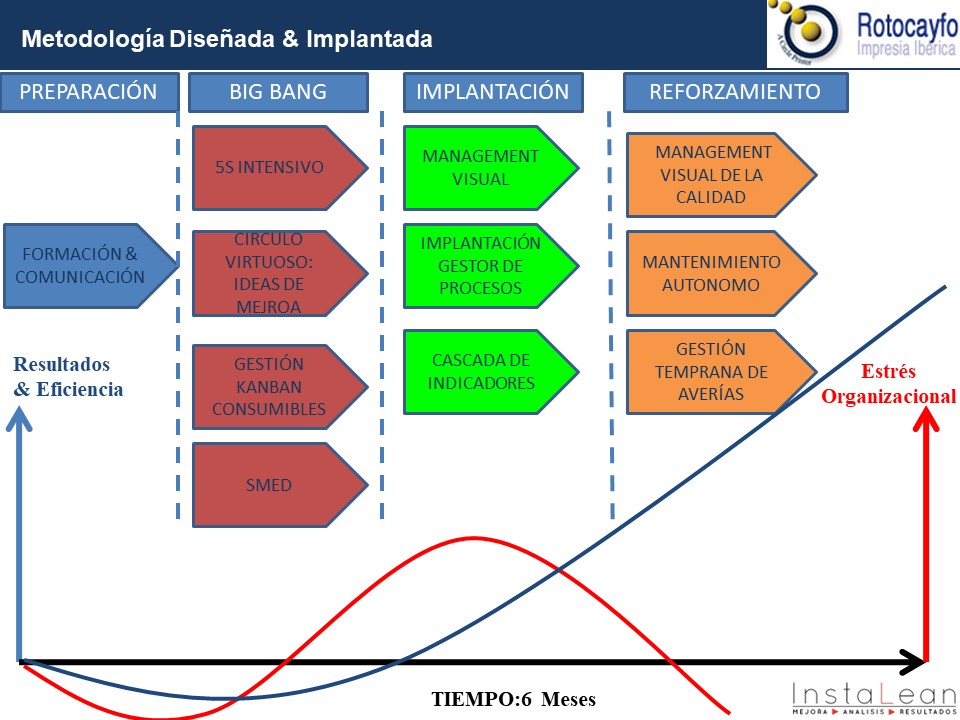
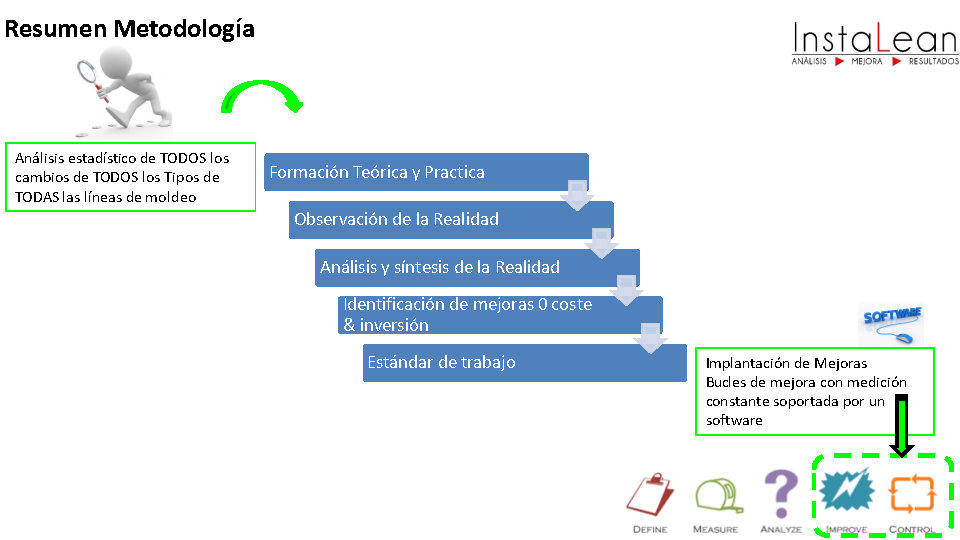
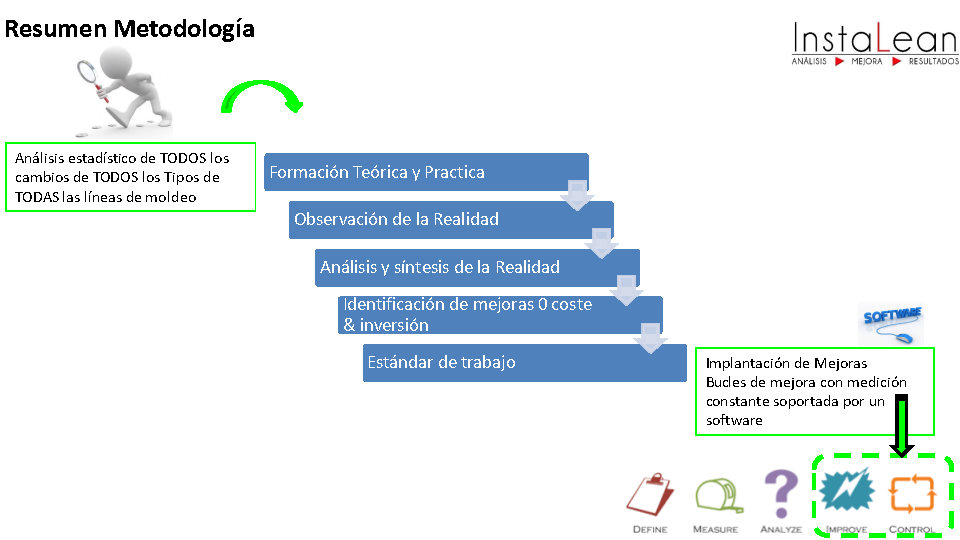
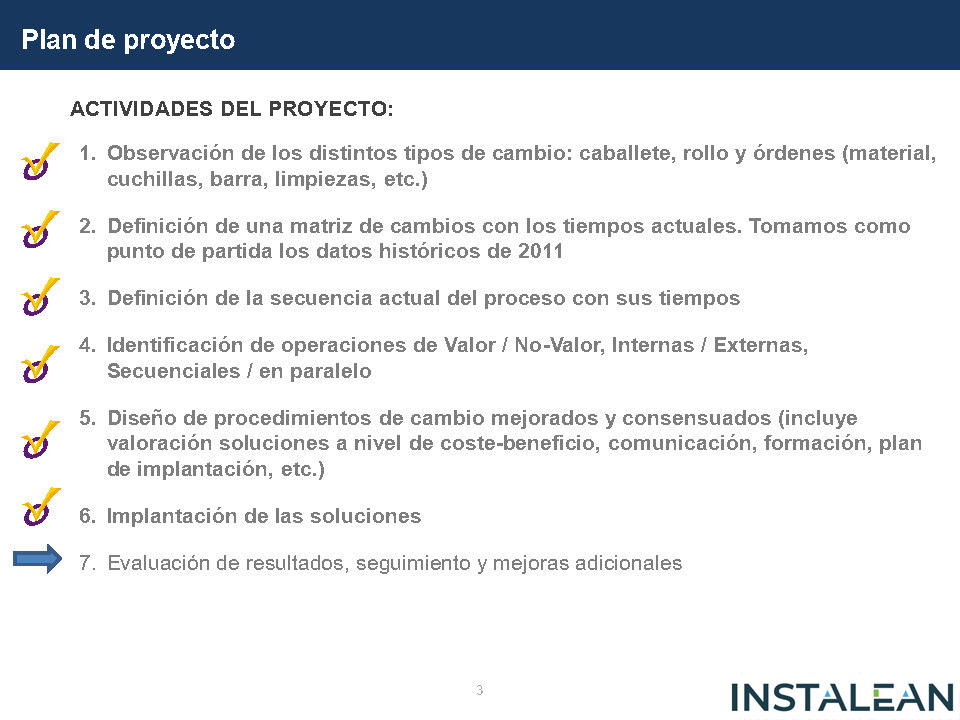
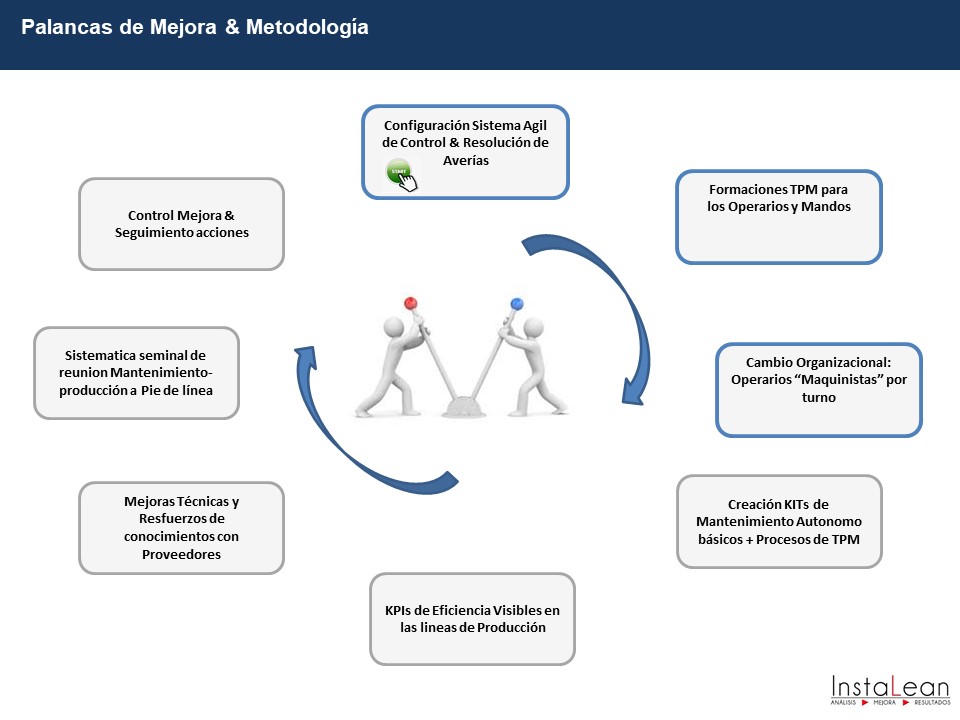
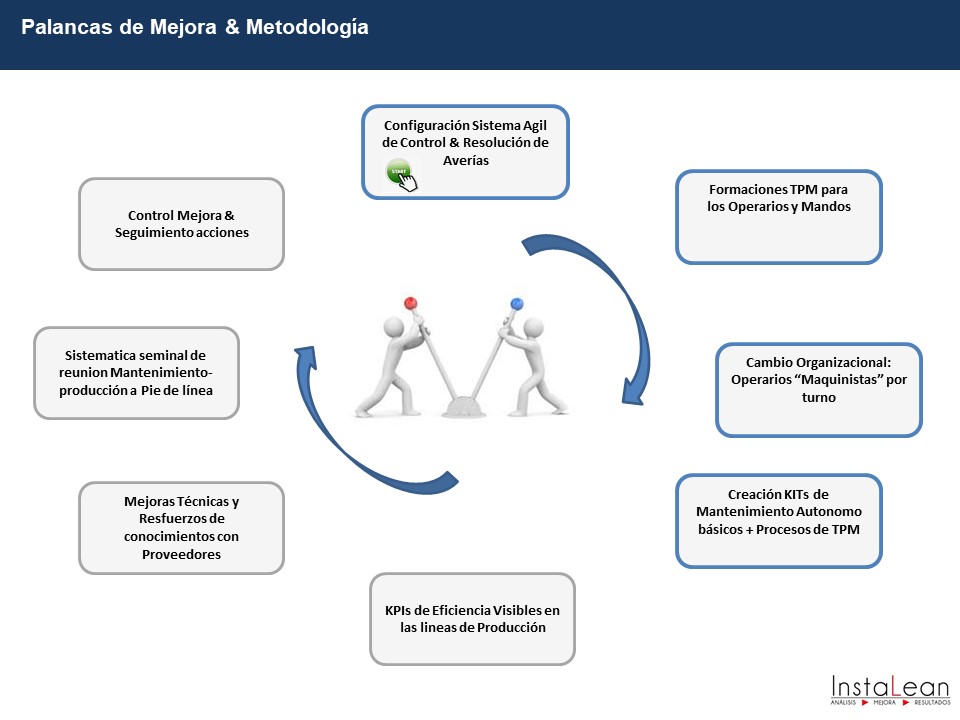
Resumen de Metodologia & Acciones en 7 pasos
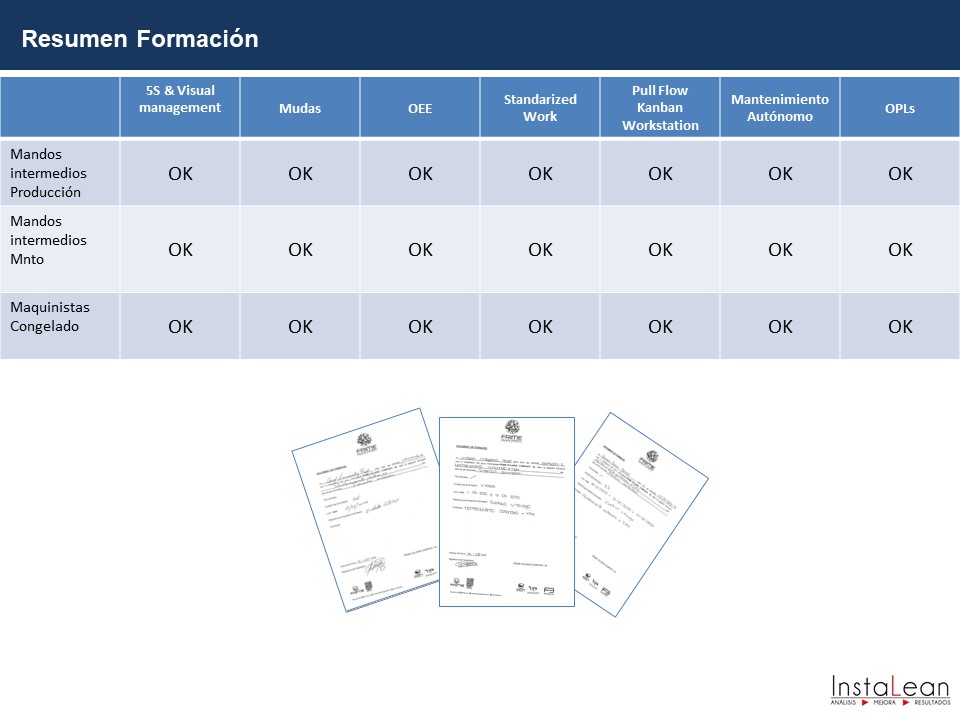
Step 1: Formar para cambiar / abrir las mentes
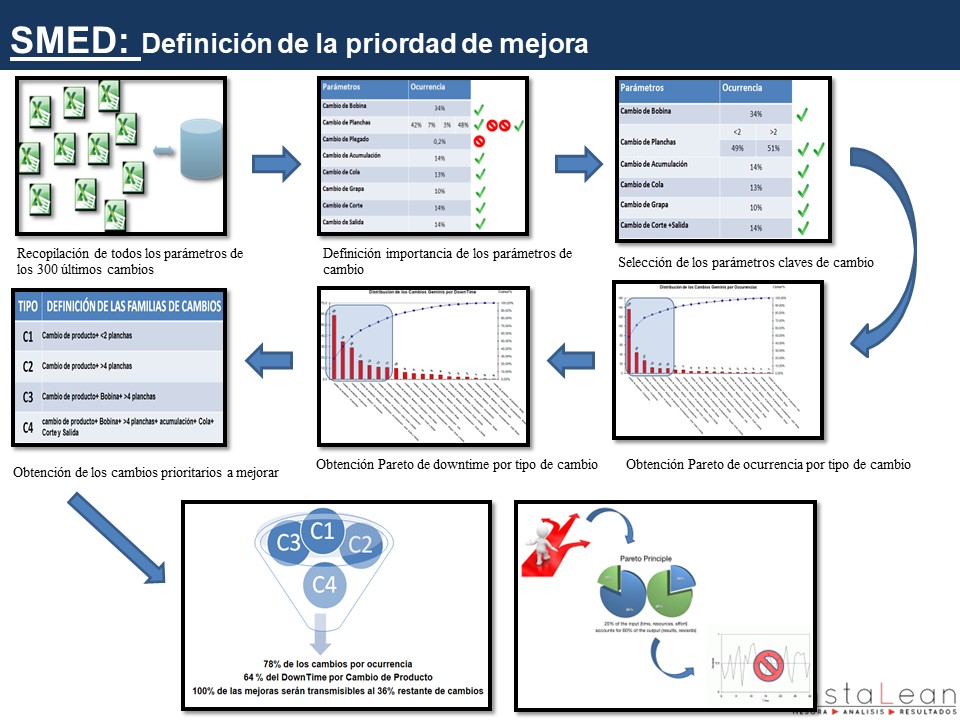
Step 2: Clasificar / Eliminar la variabilidad
2.1 Definir los Key-Products
Reducción de 25 a 20 Key Products eliminando los productos con niveles de producción bajos o nulos en 2012.
2.2 Crear Matriz de Clases de cambios
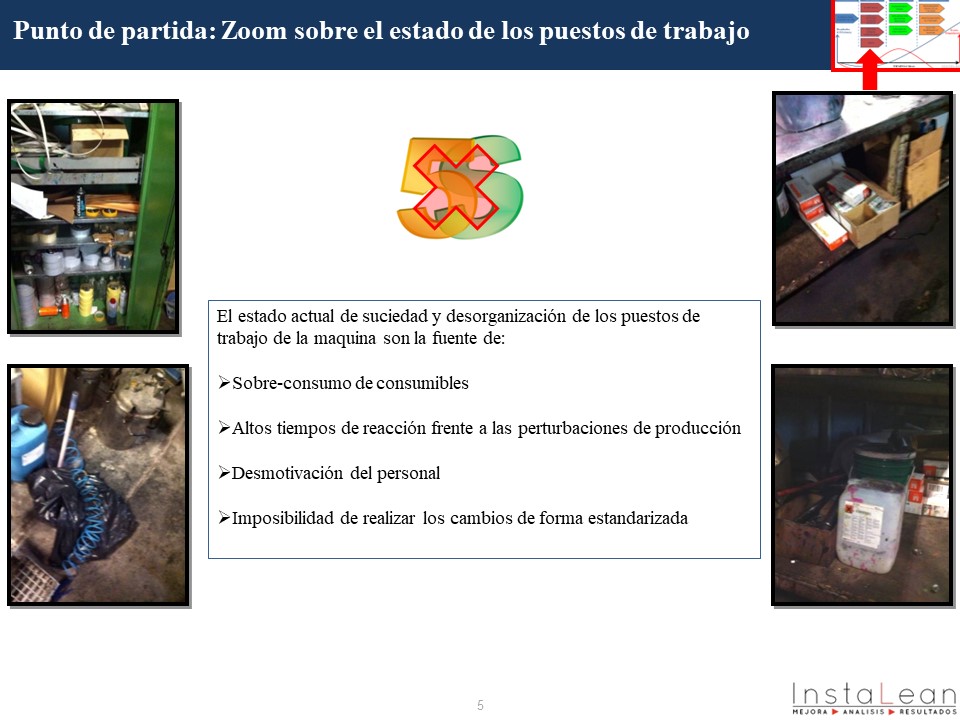
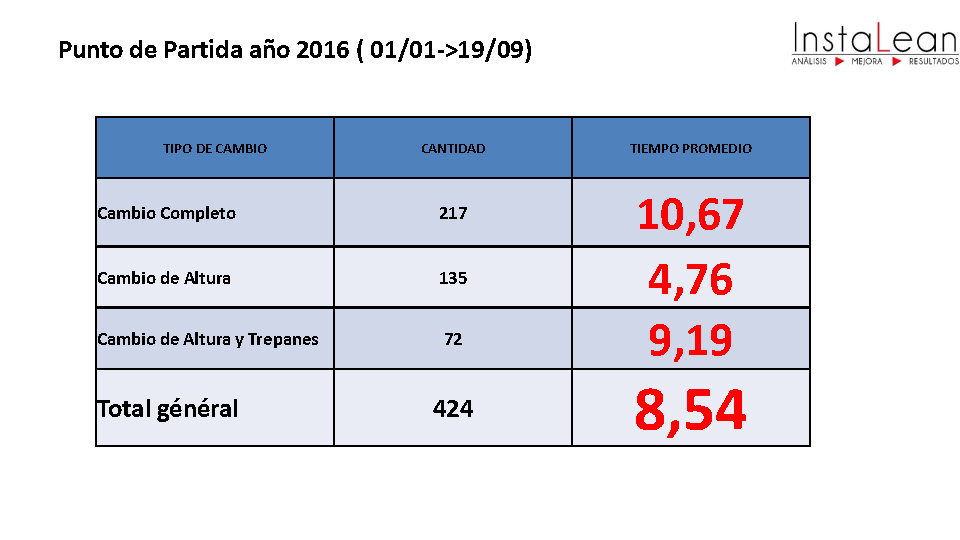
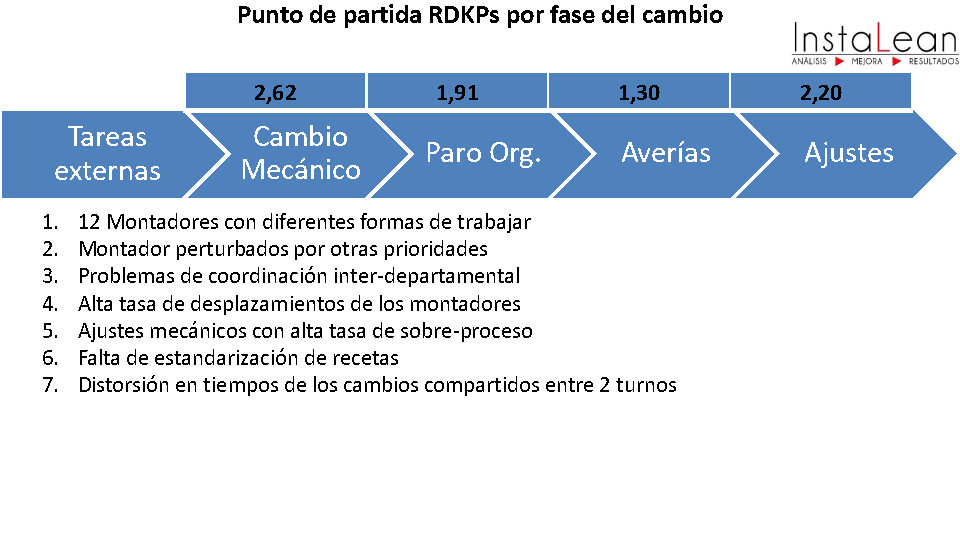
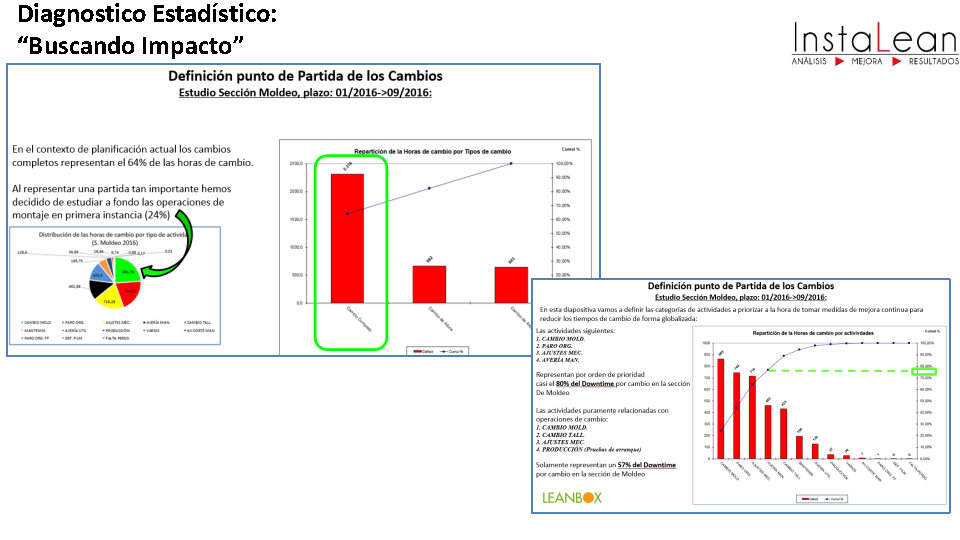
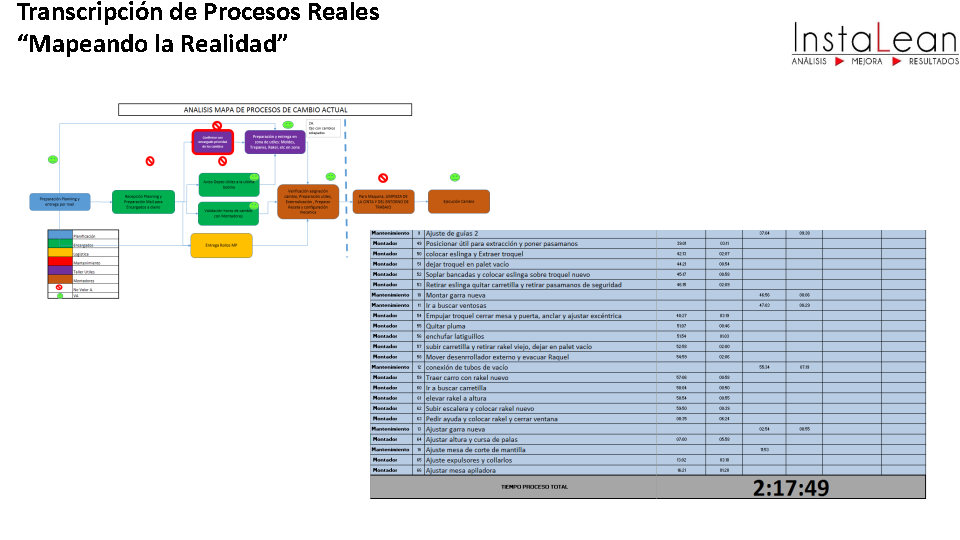
Step 3: Definir el Punto de Partida: ¿Donde Estamos?
Step 4: Mejorar el entorno de trabajo
Step 5: Re-Ingeneria Democratica
Step 6: Controlar & Capitalizar las Mejoras
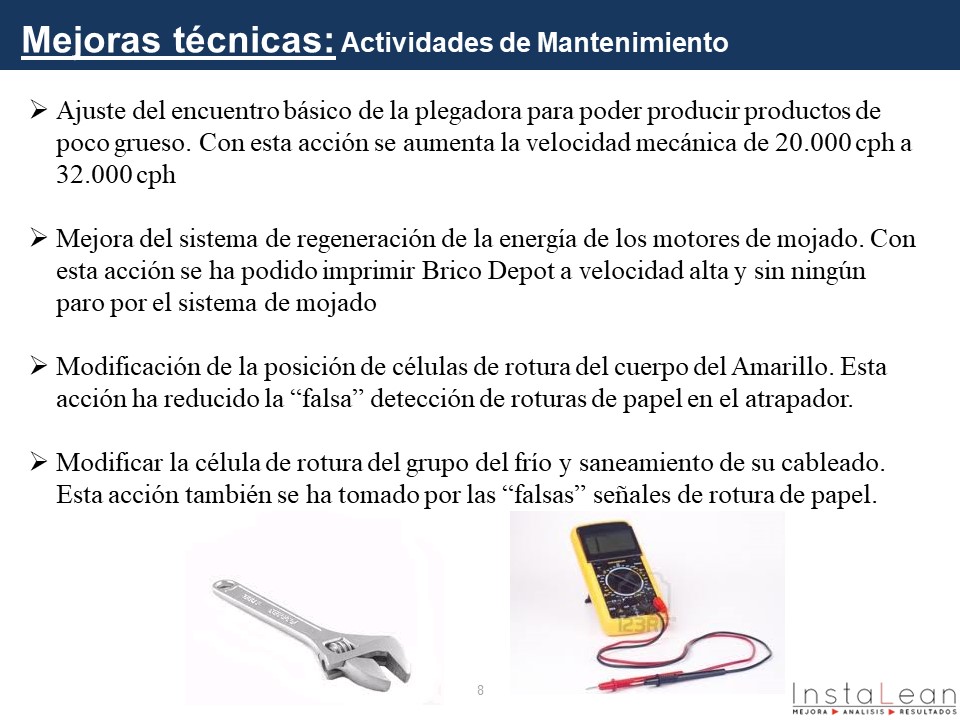
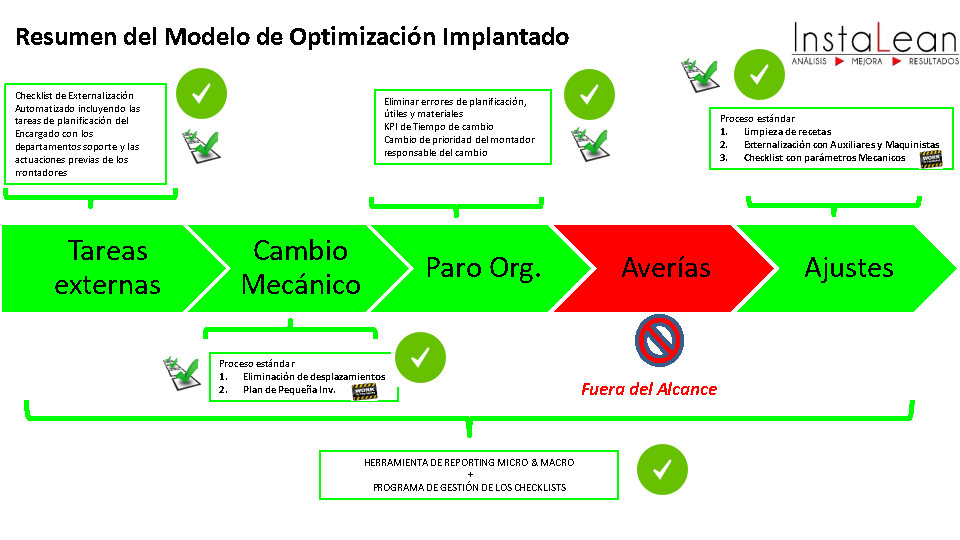
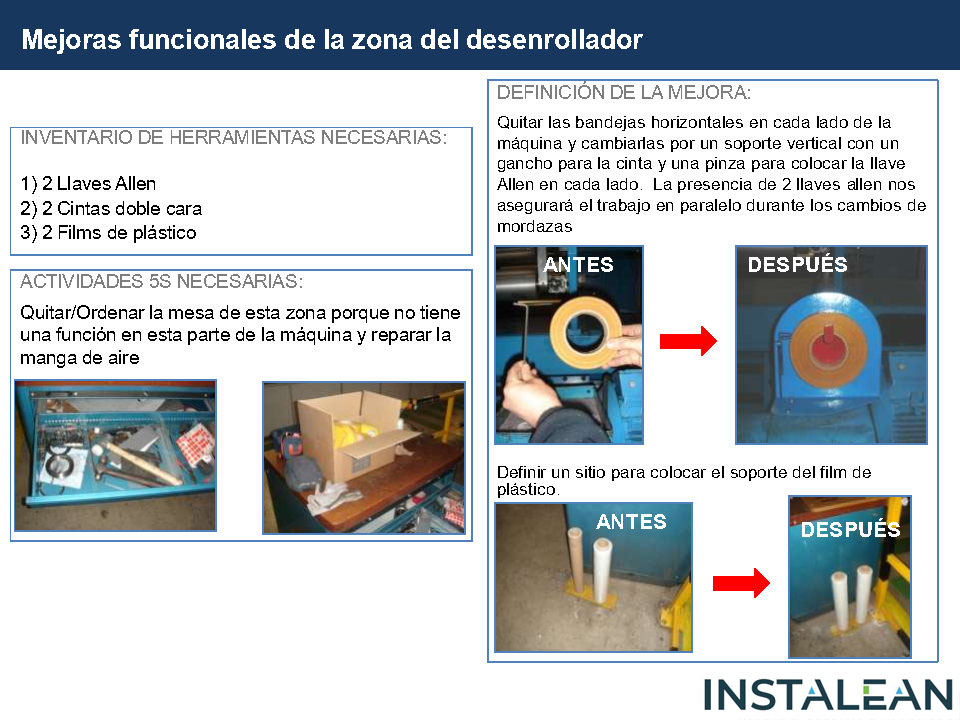
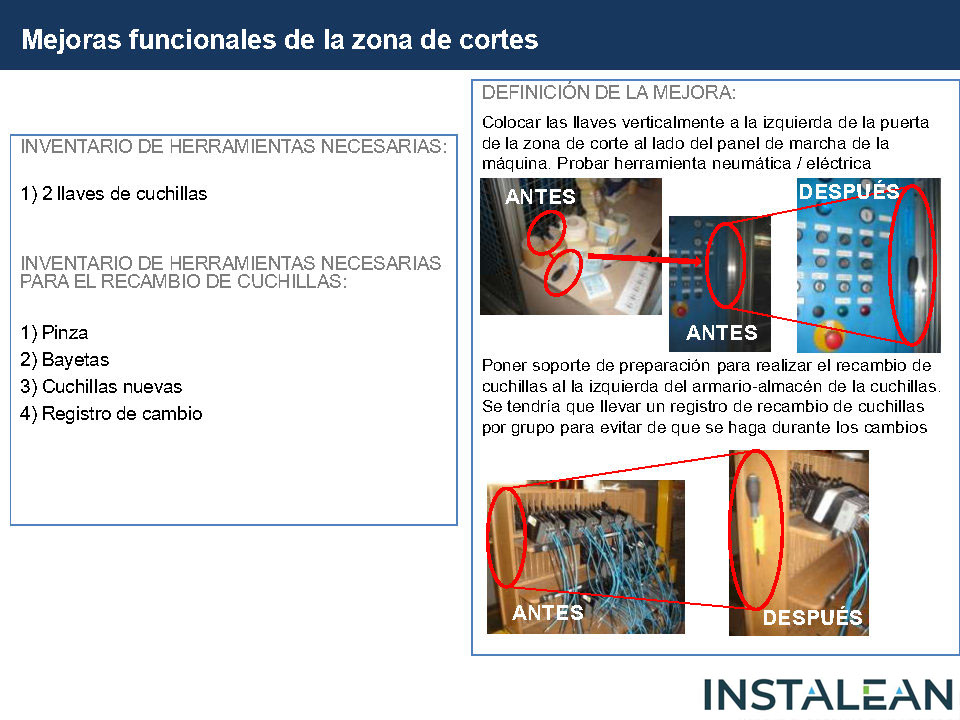
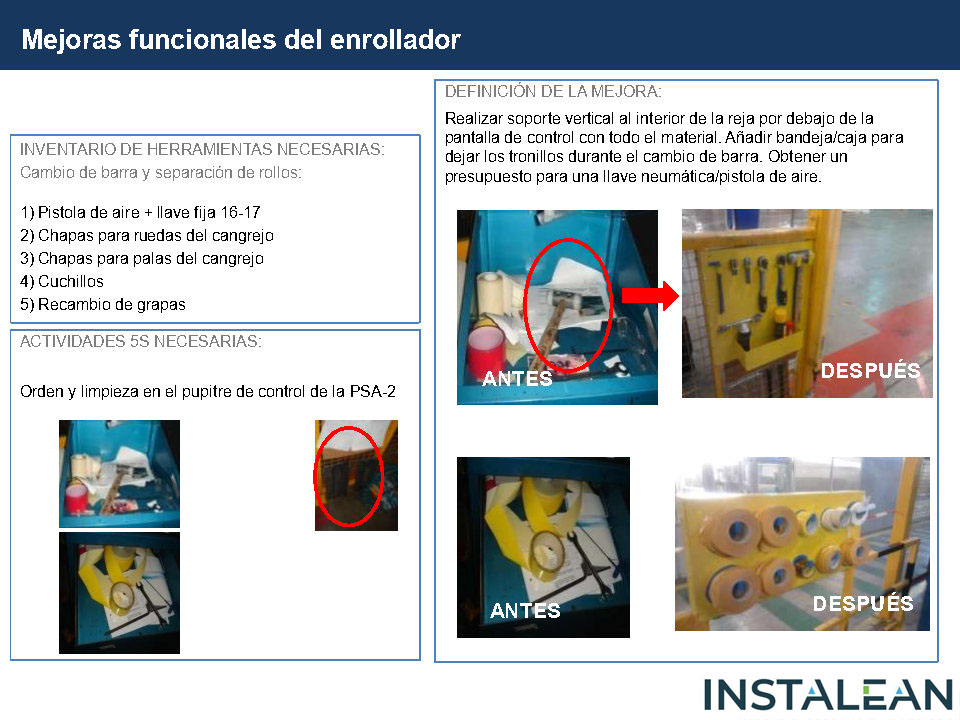
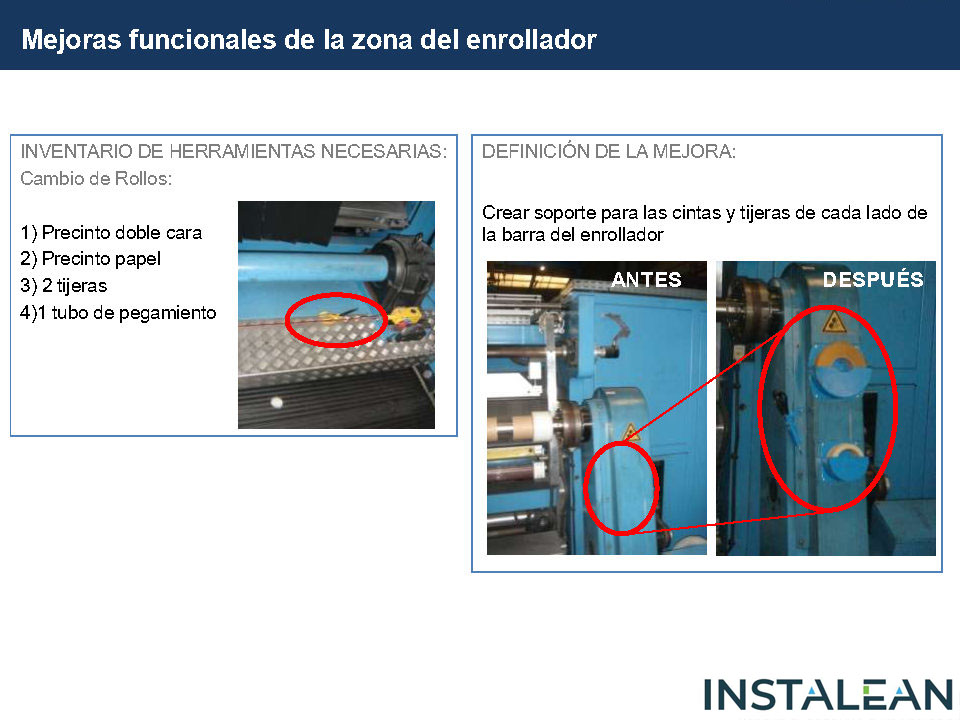
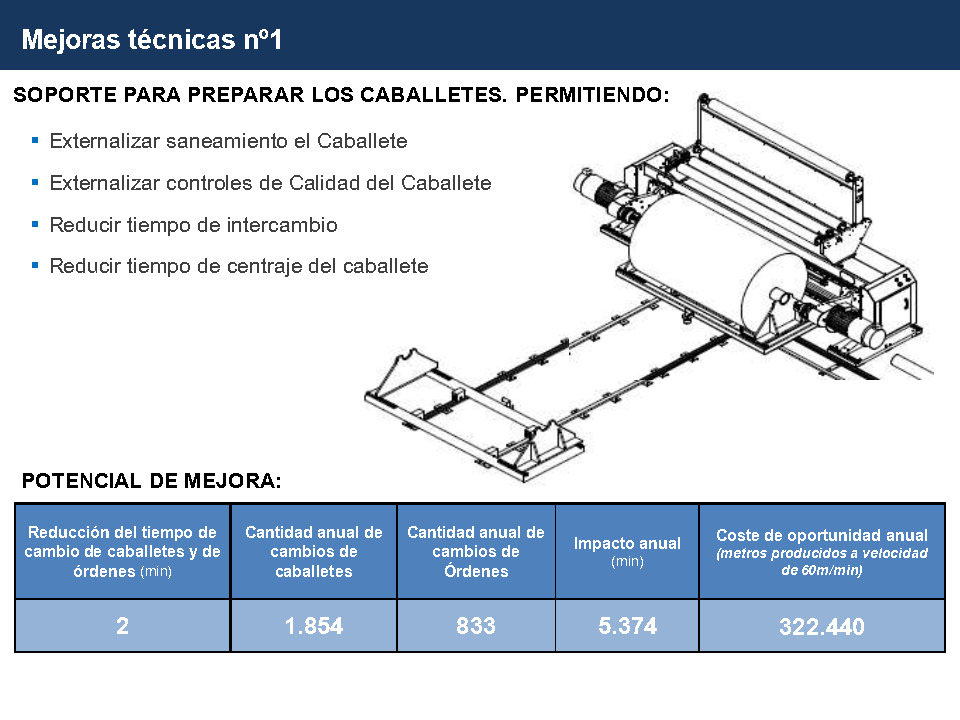
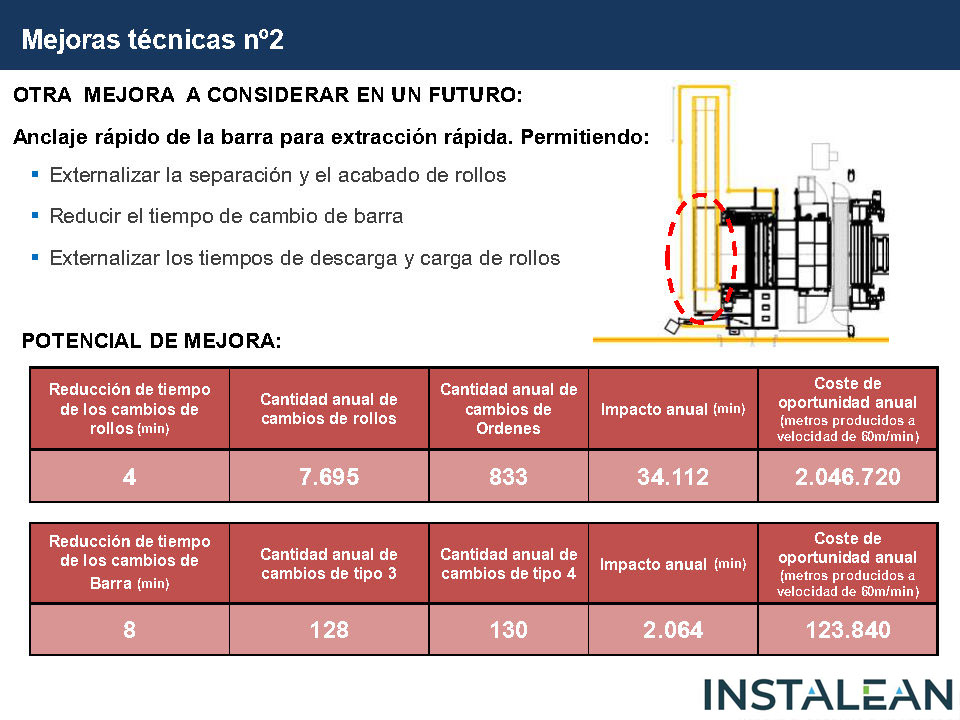
Step 7: Mejoras Técnicas & Funcionales
- Supresión de la necesidad del “Sprays” & Independencia con Mantenimiento
- Mejora Mecánica de la Maquina Villars
- Mejora Eléctrica de la Maquina Villars
Observaciones Lean cambio C2: Blanco ->
- Creación de un programa de control de la desviación de polvo & Independencia con los encargados de producción
- Control de los encargados a través del Reporting
- Control de los encargados a través la supervisión de las tareas externas
Observaciones Lean cambio C2: Blanco->Blanco con Spray: 54 minutos
Blanco con Spray
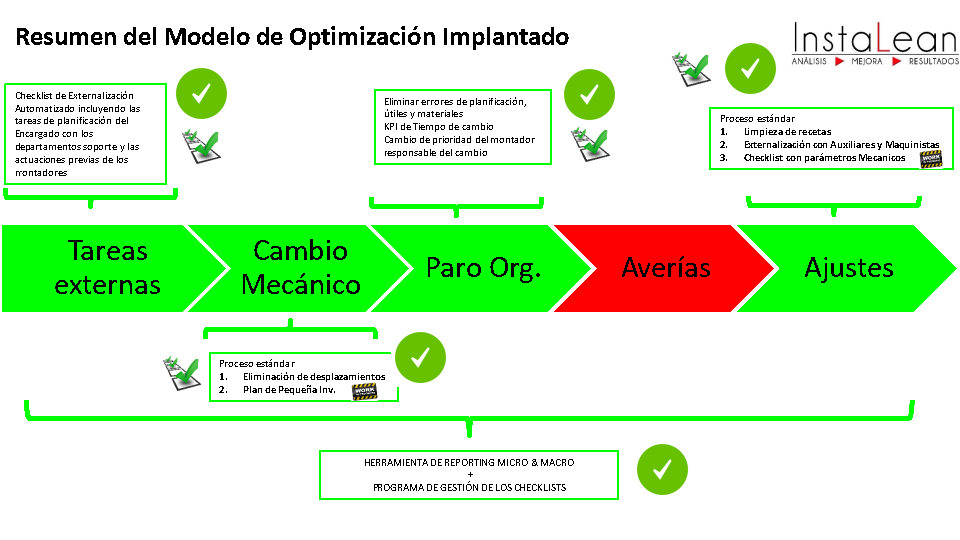
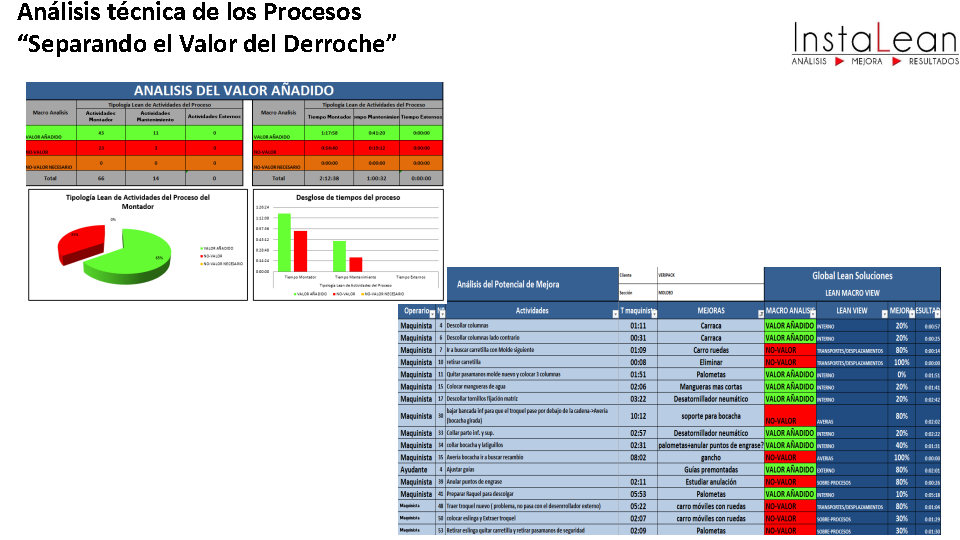
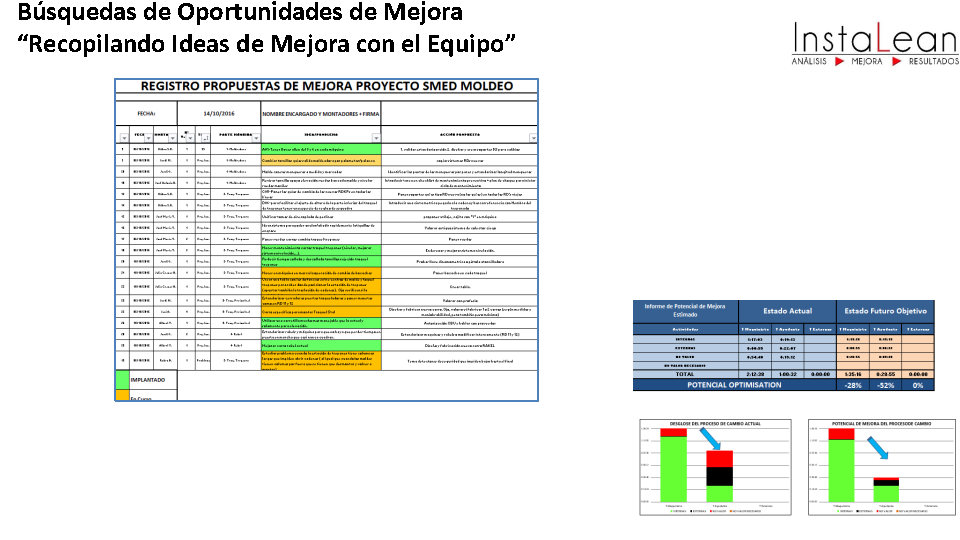
Resumen de Re-Ingeniería de procesos
Cantidad de procesos optimizados
- 66% de los cambios observados, definidos y optimizados
- 34% de los cambios mejorados
Resumen de Re-Ingeniería de procesos
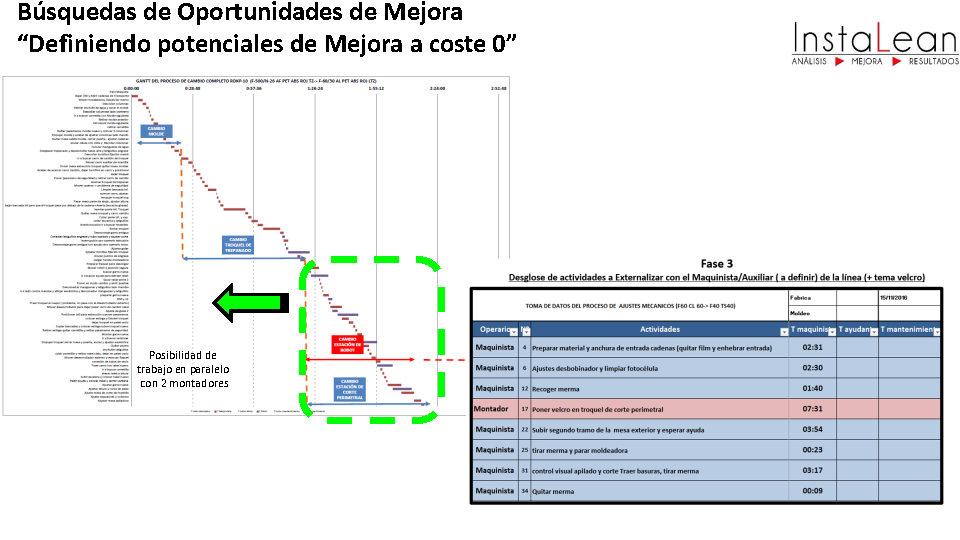
Ouput1 Output2 Output3 C1 Tareas Externas previas Secuencia de trabajo con 2 PAX Tareas Externas post-cambio C2 Tareas Externas previas Secuencia de trabajo con 2 PAX Tareas Externas post-cambio C3 Tareas Externas previas Secuencia de trabajo con 2 PAX Tareas Externas post-cambio C4 Tareas Externas previas Secuencia de trabajo con 2 PAX Tareas Externas post-cambio C5 Tareas Externas previas Secuencia de trabajo con 2 PAX Tareas Externas post-cambio C6 Tareas Externas previas Secuencia de trabajo con 2 PAX Tareas Externas post-cambio Dossier de proceso
Resumen de Acciones Realizadas & Pendientes
Acciones 5S: Orden / Limpieza / Seguridad
| Estado | Cumplimiento | % | ||||
| Plan | 28 | 100% | ||||
| PENDIENTES | 17 | 60% | ||||
| Act / Implementado | 5 | 19% | ||||
| Descartadas | 6 | 21% |
Acciones 7S: Ergonomía / Desplazamientos
| Estado | Cumplimiento | % |
| Plan | 52 | 100% |
| PENDIENTES | 5 | 10% |
| Act / Implementado | 39 | 75% |
| Descartadas | 8 | 15% |
Acciones Organizativas
- Creación del dossier de procesos
- Formación de los operarios
- Definición del trabajo externo
- Definición de los Objetivos
Acciones Funcionales
- Creación del programa de peso de polvo
- Formación de los encargados
- Creación de paneles de comunicación & Reporting
Puntos pendientes
Uso del programa de peso de polvo:
Control desviación peso real Vs Target / Desviación peso bandejas / Ajuste Digital
Externalización del trabajo del ayudante:
Tener un caballete suplementario para los inicios de producción
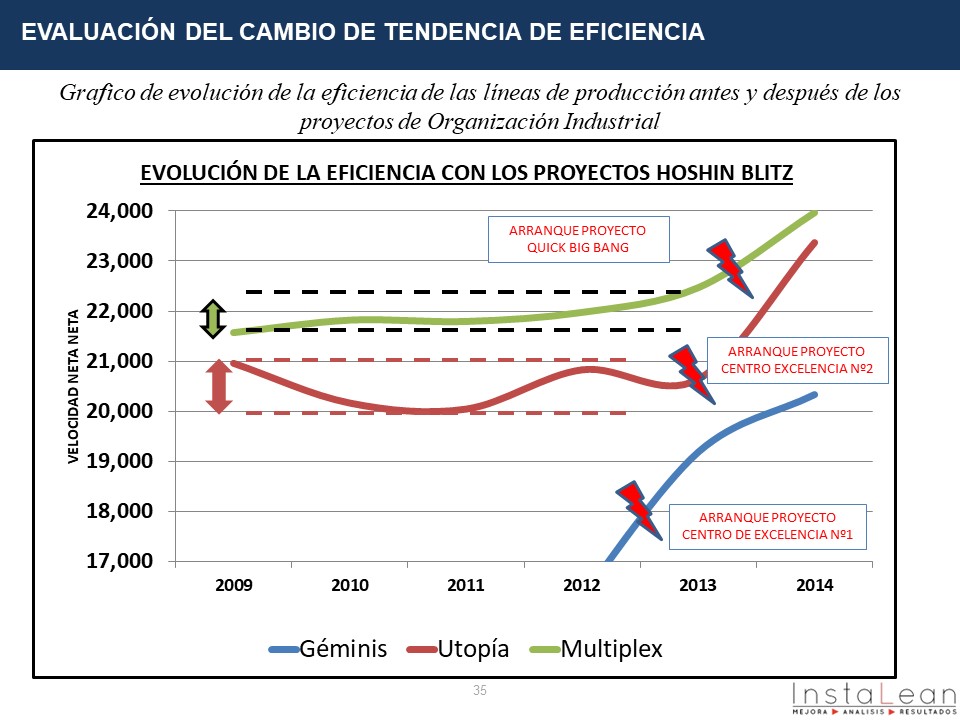
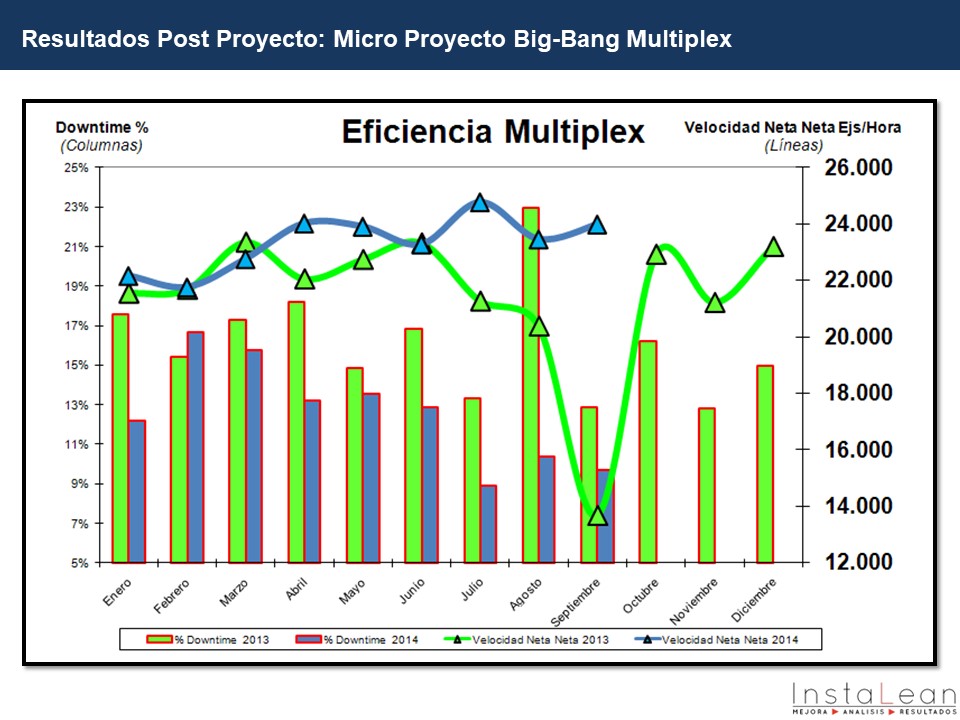
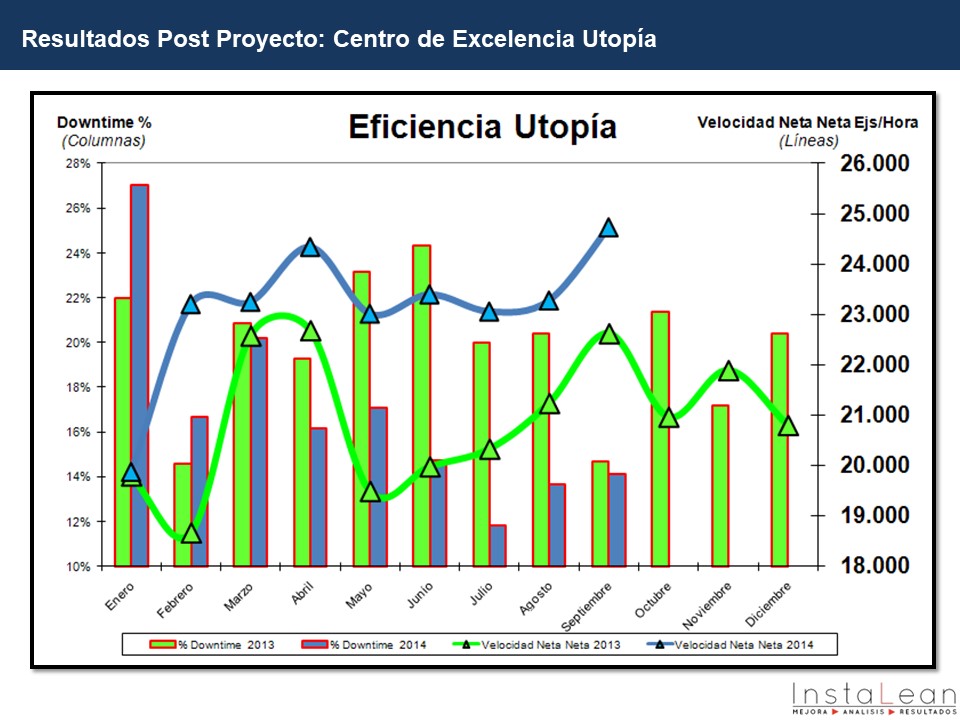
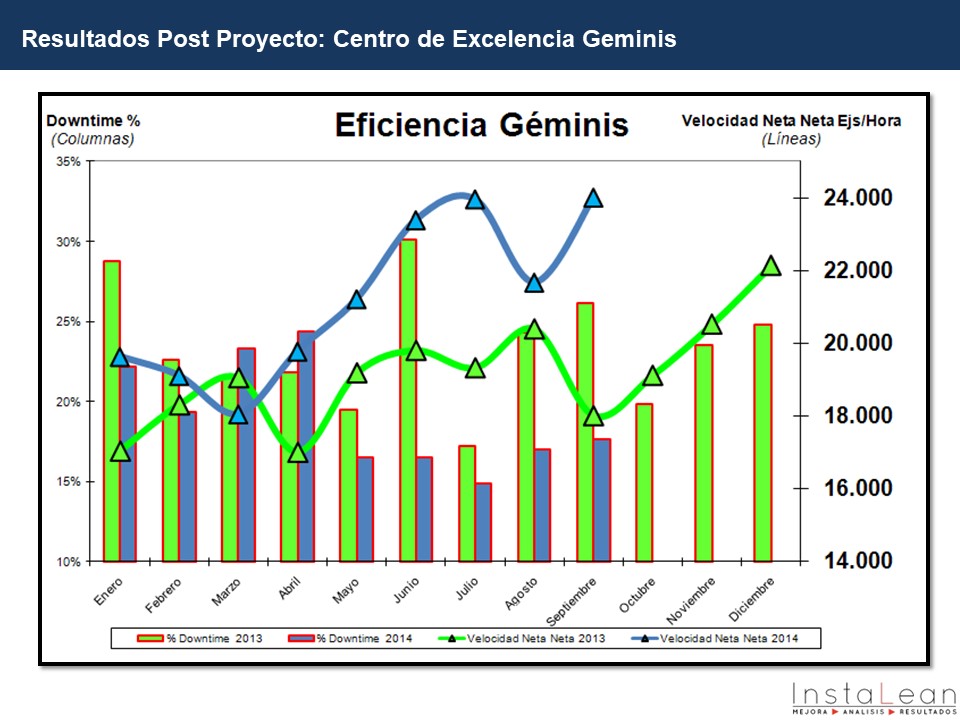
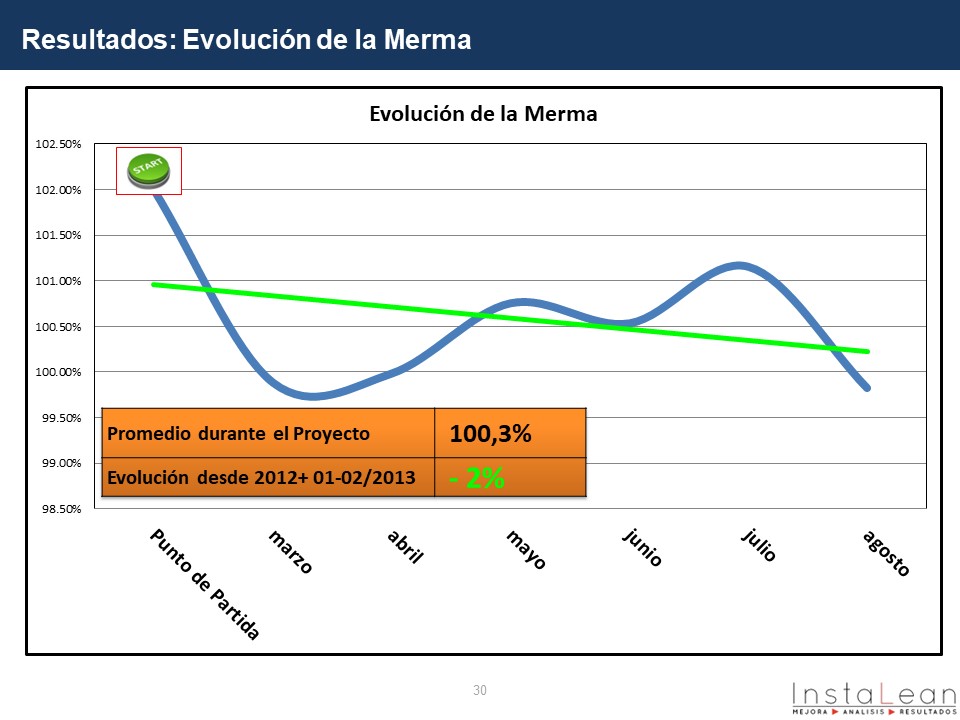
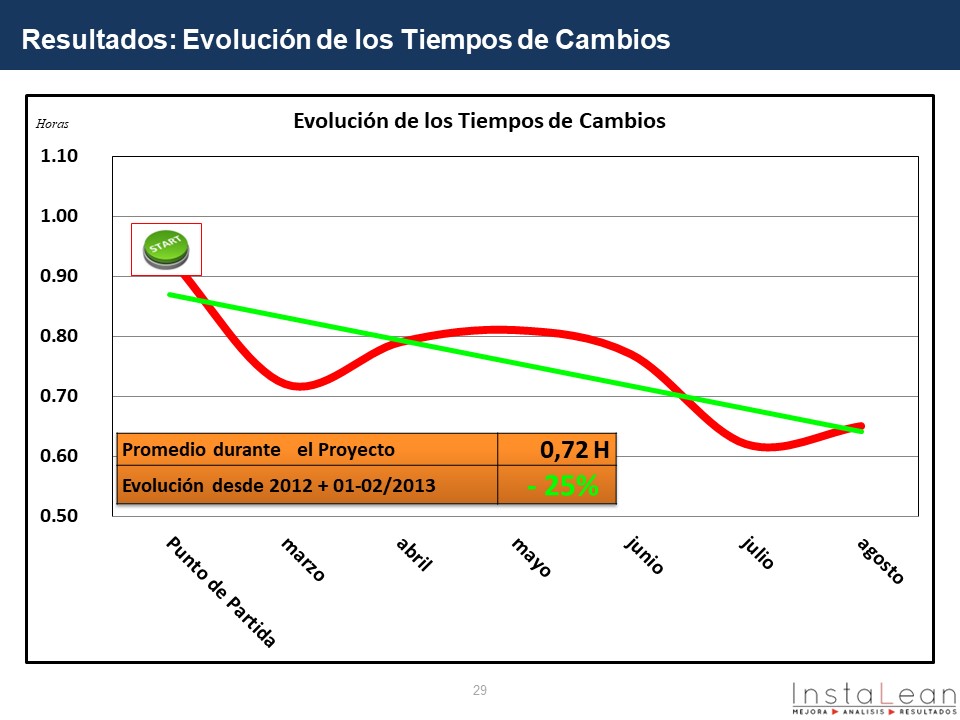
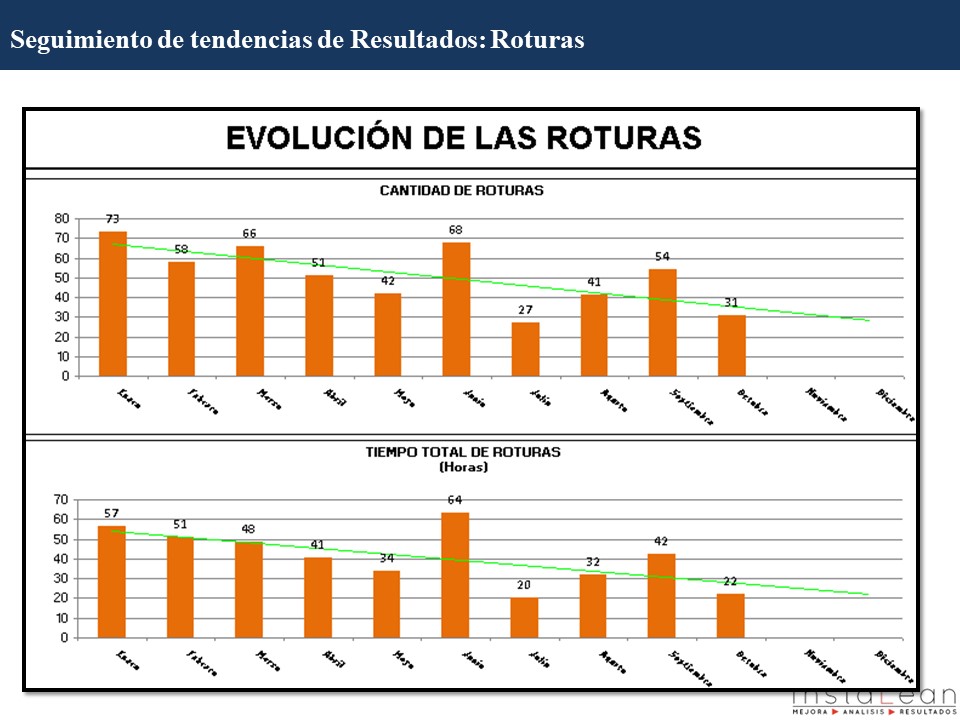
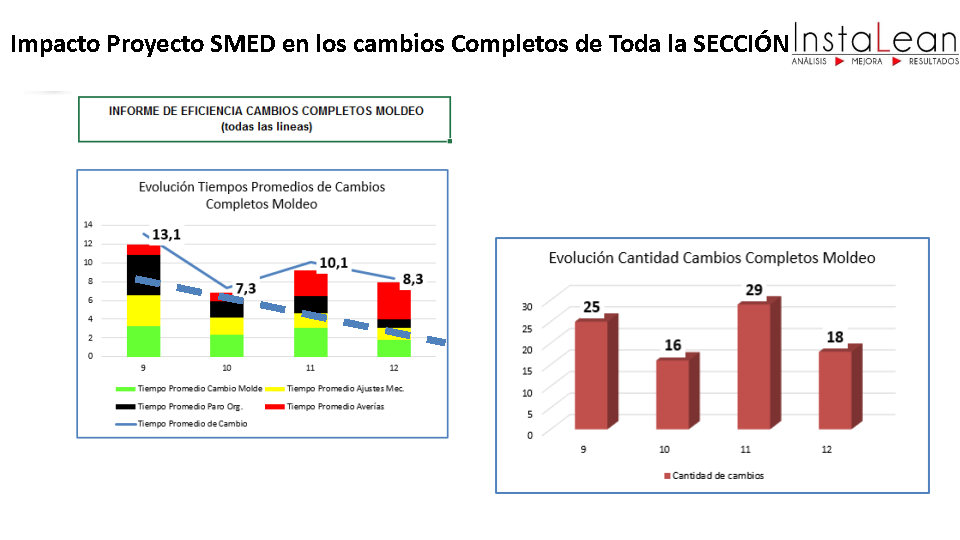
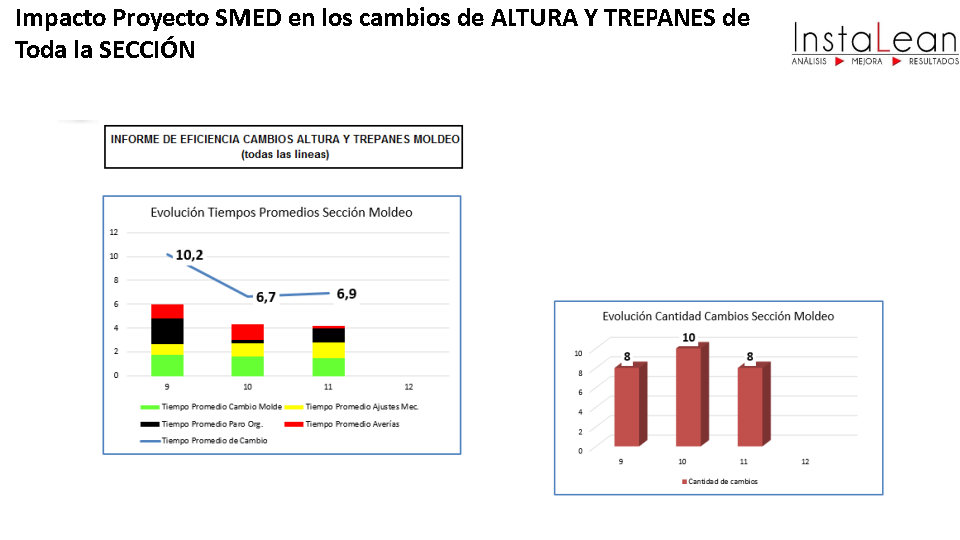
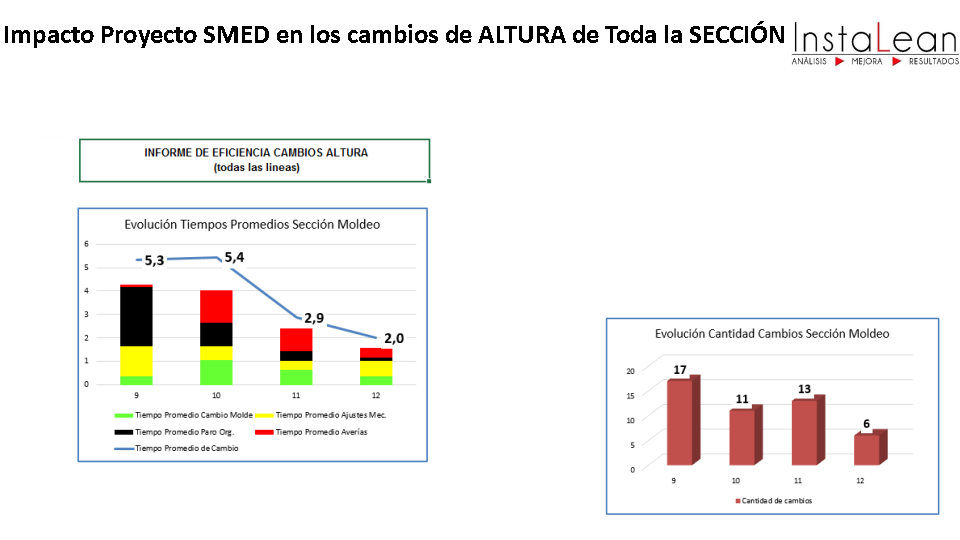
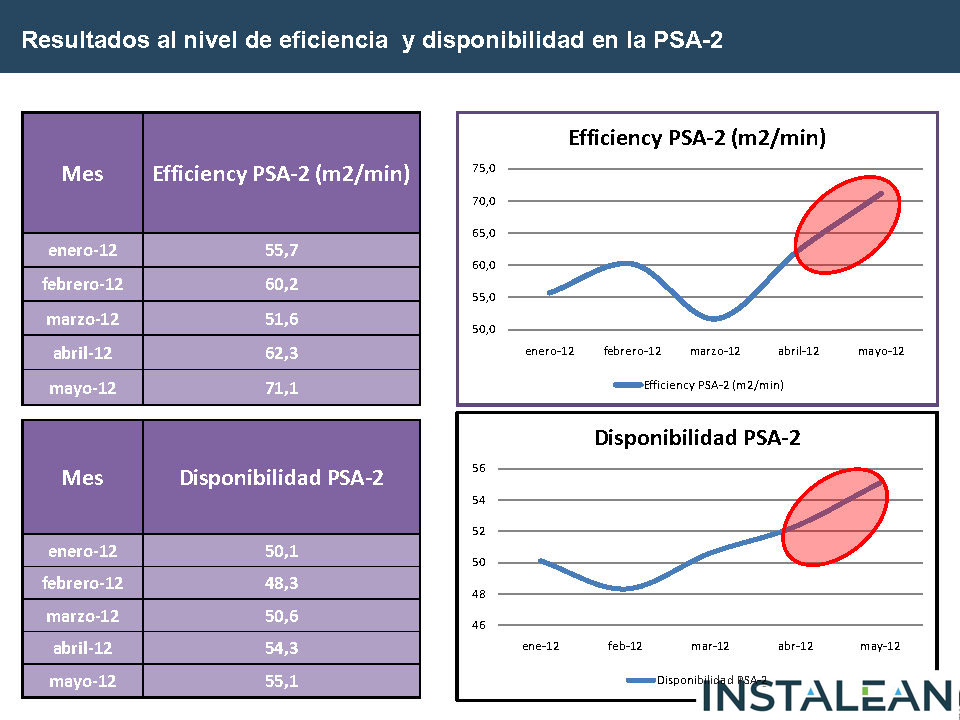
Resultados del Proyecto
Análisis de los primeros resultados sobre el periodo de implementación
Tendencias 2012 del Coating 1
Evolución de los cambios C1 Blanco->Blanco
Objetivos a corto plazo para los cambios C2 Blanco->Blanco Bi-Co.
Objetivos a corto plazo para los cambios C3 Blanco->Blanco con Film
Objetivos a corto plazo para los cambios C5 Negro->Negro
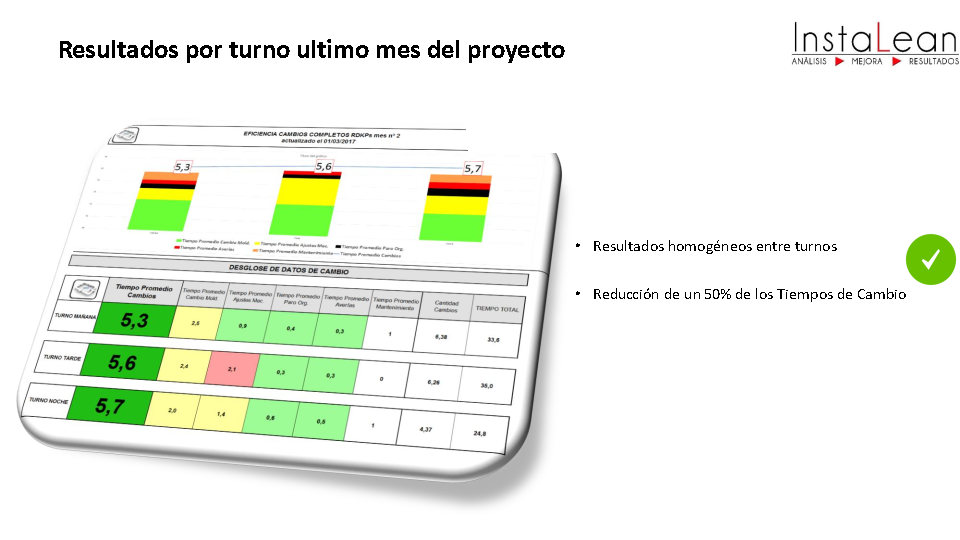
Resumen de Resultados DEL 2/01/2013 AL 17/01/2013
Eficiencia Coating enero 2013
Futuro a corto plazo
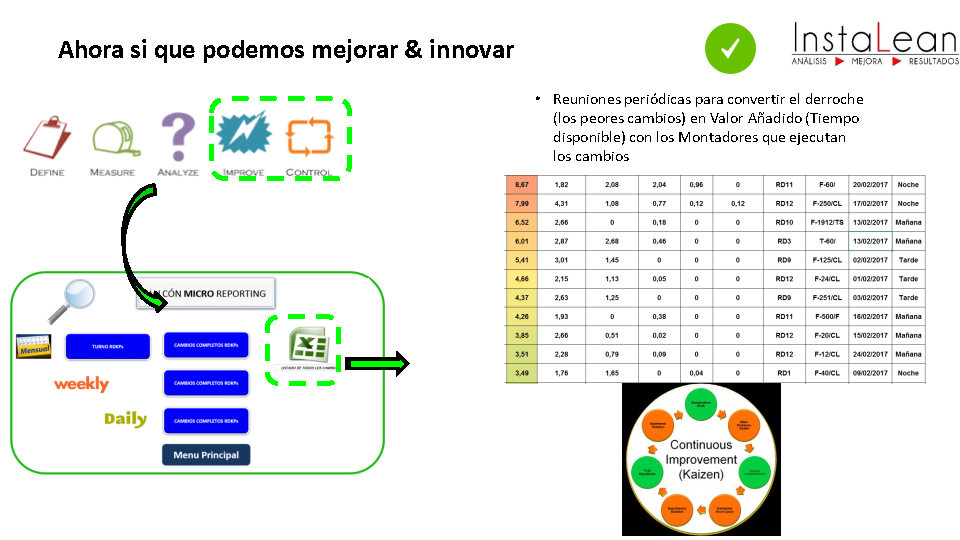
Ahora podemos empezar a mejorarnos!
Mejoras aplicables a todos los cambios
Control de los Resultados / Apoyar y Motivar a los operarios
- Revisión diaria con los operarios de los tiempos de cambios y de los problemas encontrados.
- Revisión semanal con el encargado de producción de los tiempos de cambios.
- Revisión semanal de los planes de acción de mejora continua y de las acciones en curso
Otras oportunidades de Mejora
Controles de calidad
Hoy en día durante cada cambio de tipo tenemos varias fuentes de derroches debido al proceso actual de control de calidad estricto:
- Permitir la producción sin interrupción en los casos donde el proceso de preparación de la producción este controlado
- Analizar los procesos de preparación de producción no controlados
- Tener un indicador de controles de calidad en la línea de producción
Evaluación de los ahorros de material potenciales con un cambio de proceso
de arranque de producción
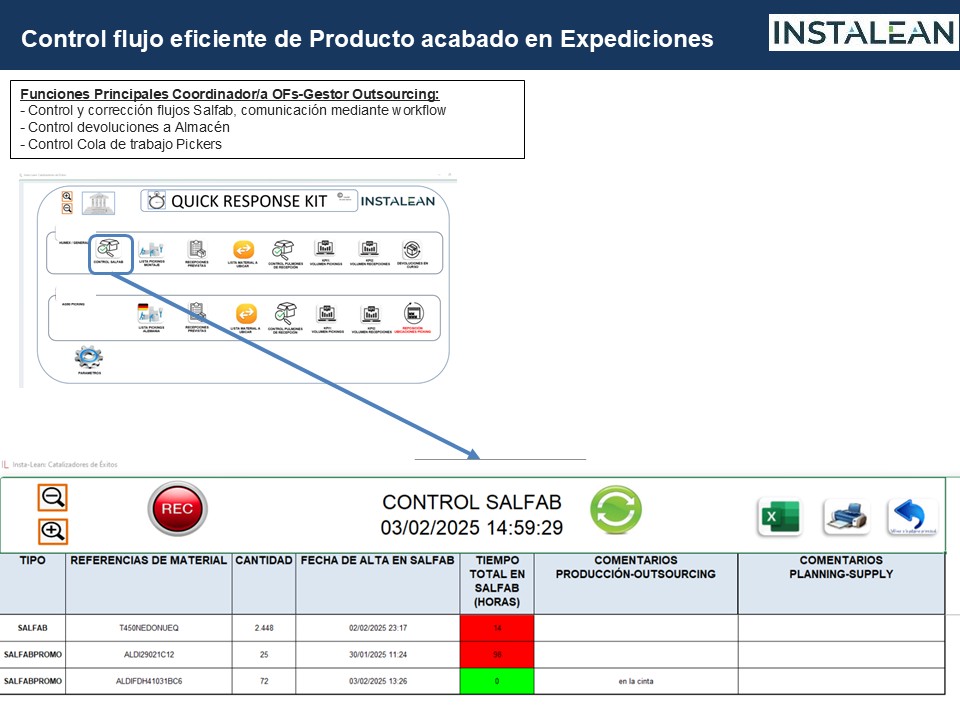
SGA Implantation & Smart Continuous improvement
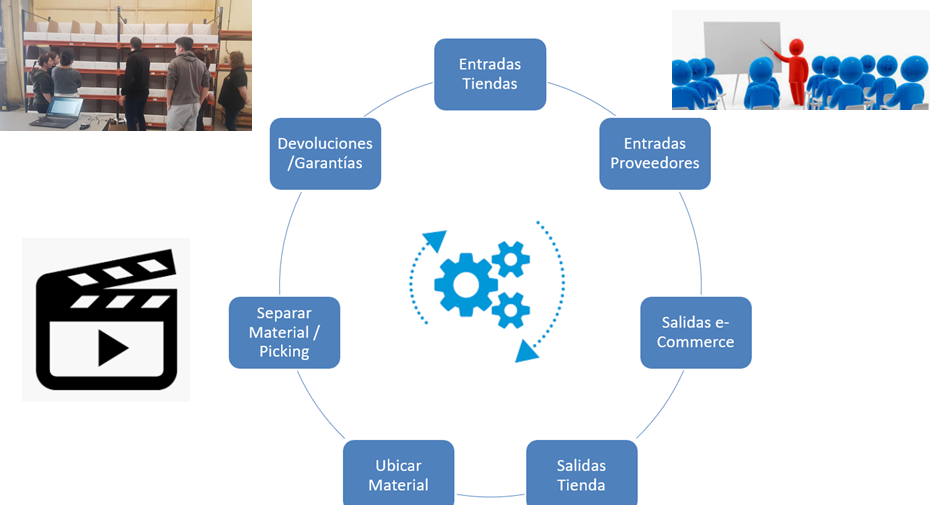
Sistema Logístico creado
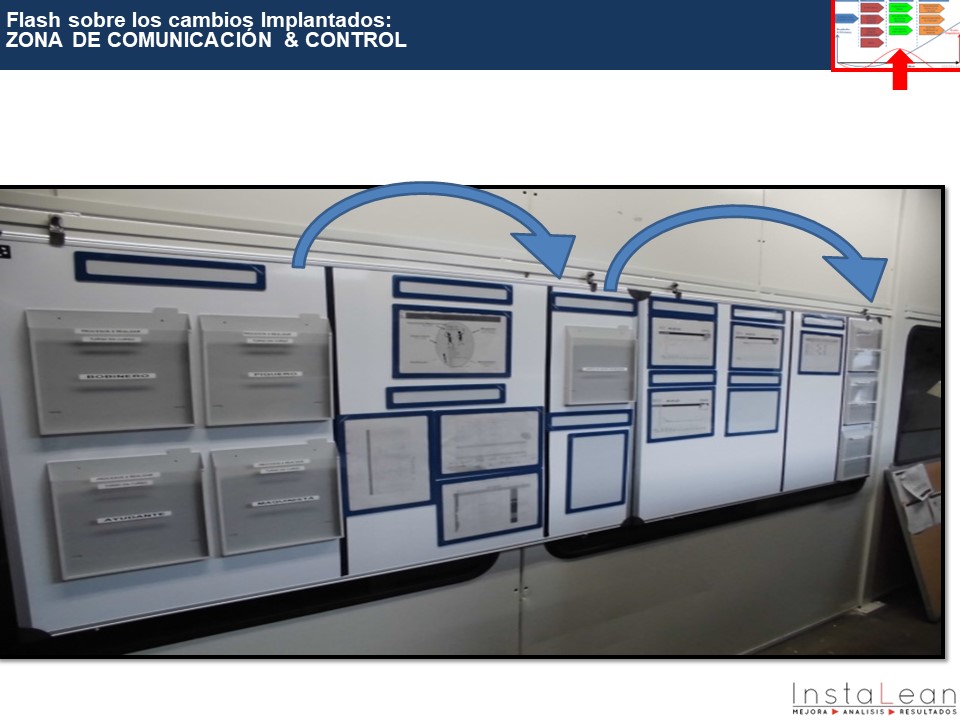
Creación de una Zona de Comunicación & Formación
ENTRADA ALMACÉN

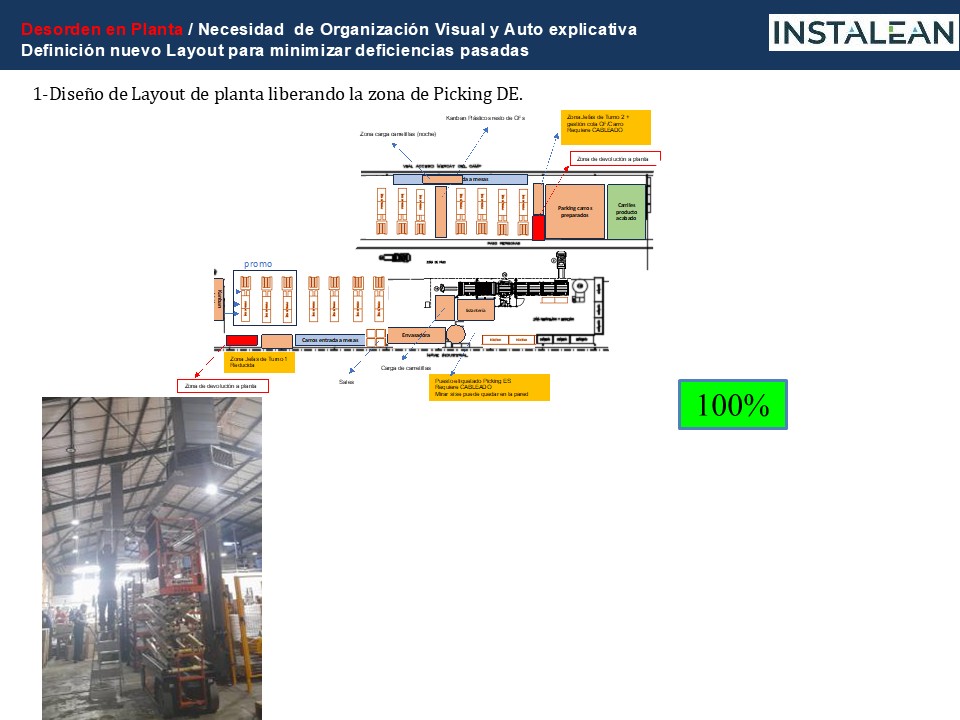
Optimización espacio
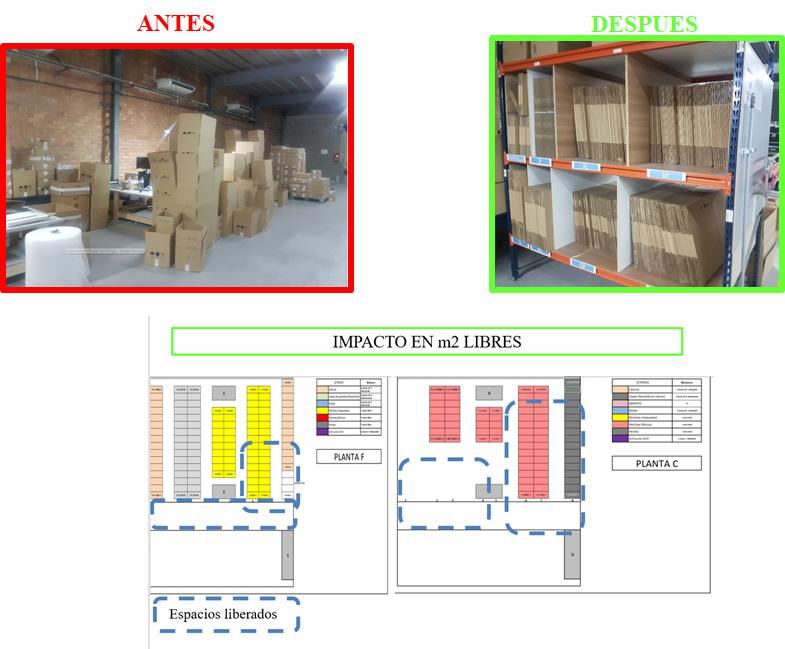
Adaptación de una nave de recepción a los estándares
Con aumento de capacidad de recepción >50%
NAVE 3: ENTRADAS DE MATERIALES DE PROVEEDORES

Implantación de Zonas de recepción
Control de Calidad de Entrada
Cross Docking y Logistica Inversa
ENTRADAS TIENDA-DEVOLUCIONES-RECEPCIONES
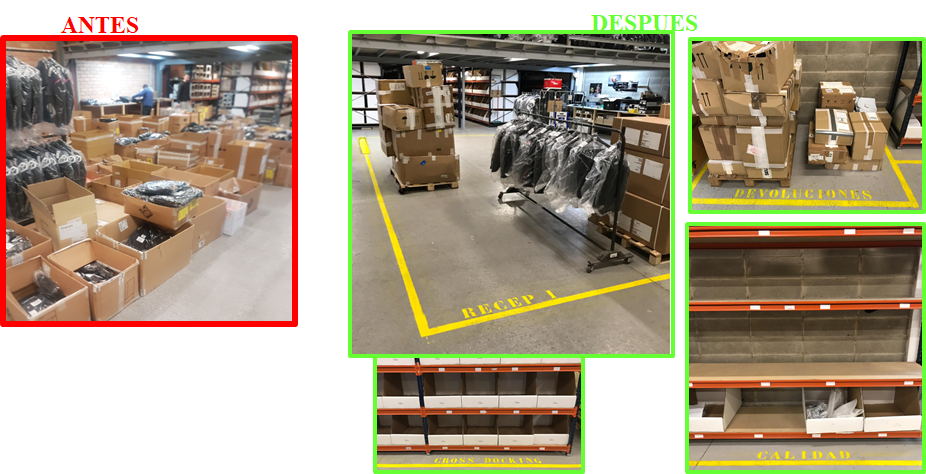
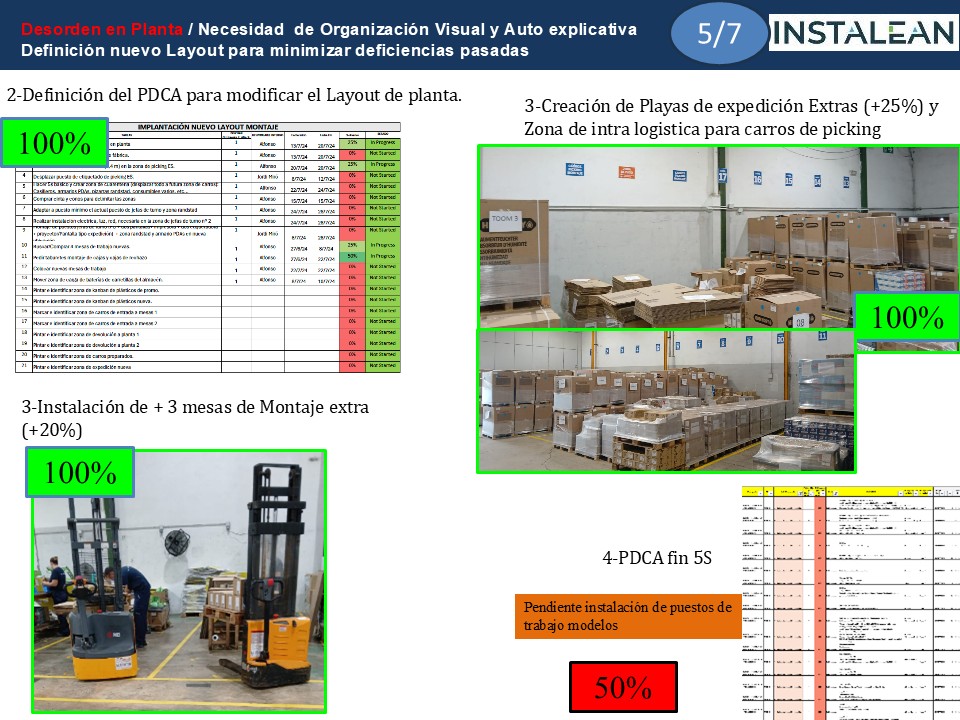
Implantación de Pulmones de Expedición para soportar un incremento de producción >100%
ZONA DE EXPEDICIÓN

Creación de puestos de expediciones al nivel de los estándares Lean Logistics
PUESTO DE TRABAJO MULTI

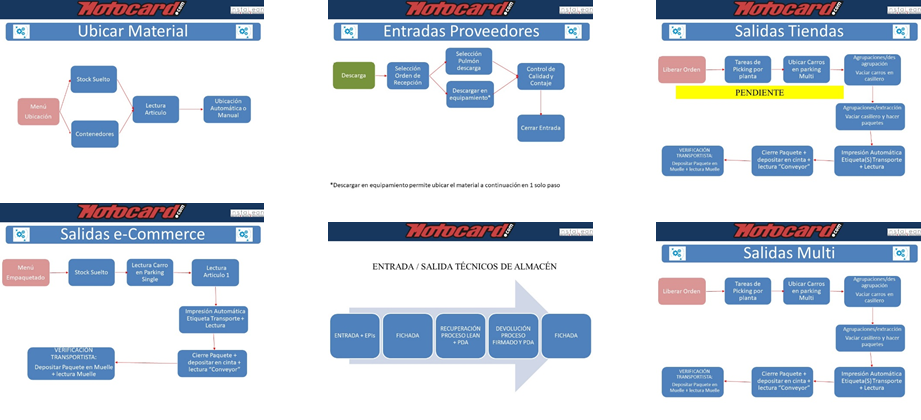
Sistema Logístico creado
Definición procesos Futuros & Formación & Implantación
de herramientas ágiles de Apoyo
Adaptación del SGA a las necesidades de Motocard
DEFINICIÓN DE PROCESOS
Formaciones practicas y Videos formativos
FORMACIÓN DE LA PLANTILLA
Integración en los Tablets de videos formativos de cada proceso para reducir tiempo de formación del personal nuevo
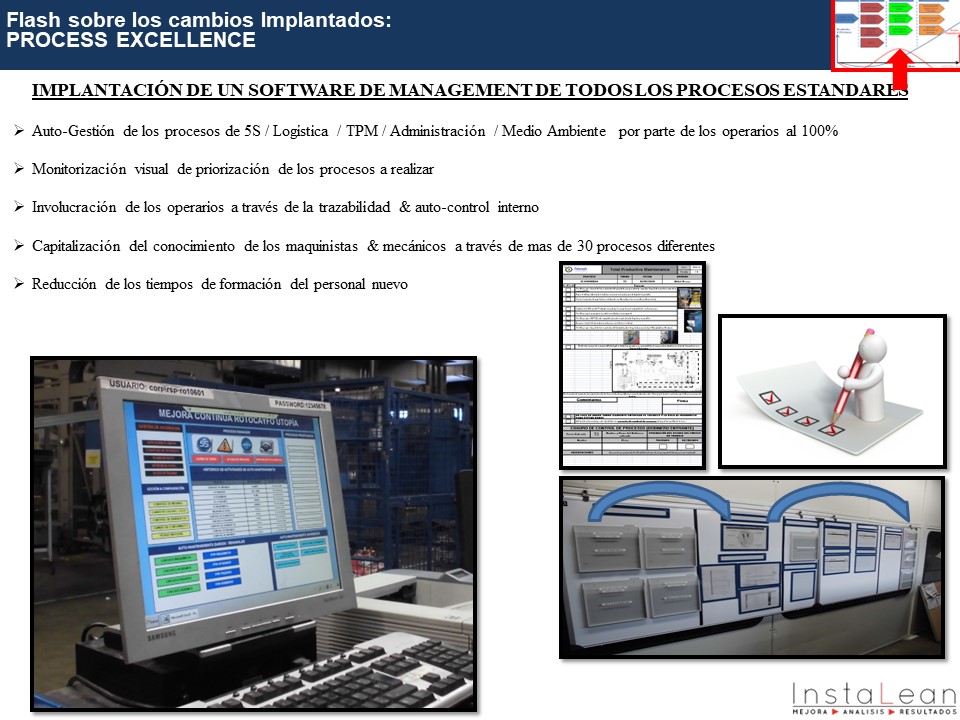
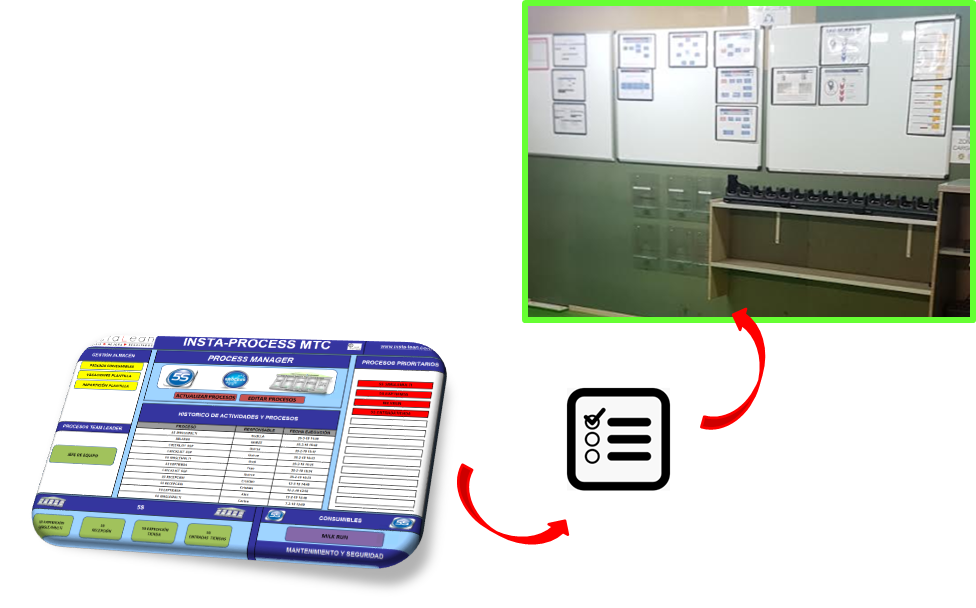
Herramientas Agiles de Apoyo: Insta-Process
Implantación de un Gestor de procesos para cubrir los aspectos Hardware del Almacén mediante Checklists:
- Aprovisionamiento consumibles tipo Milkrun
- Control de Zonas de Calidad & Decisión
- 5S por puesto de Trabajo
- Tareas de Gestión del personal para futuro Jefe de Equipo
Sistema Logístico creado
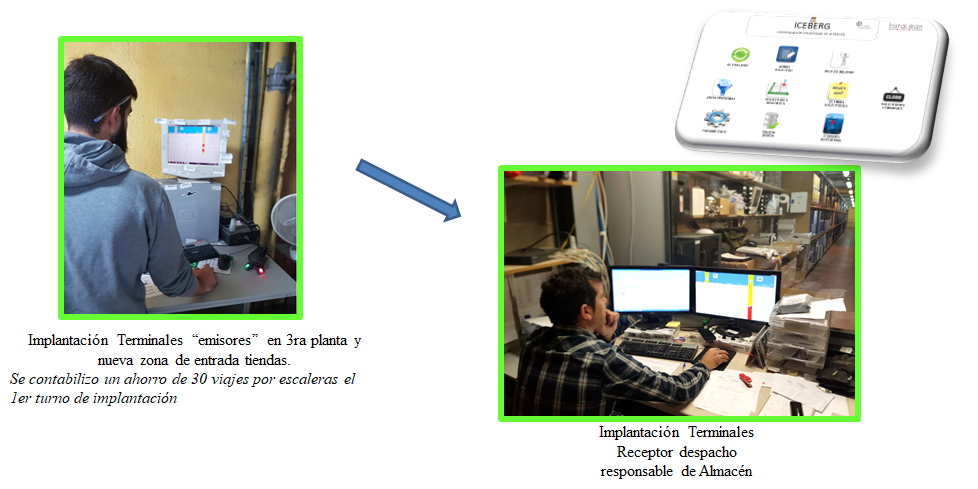
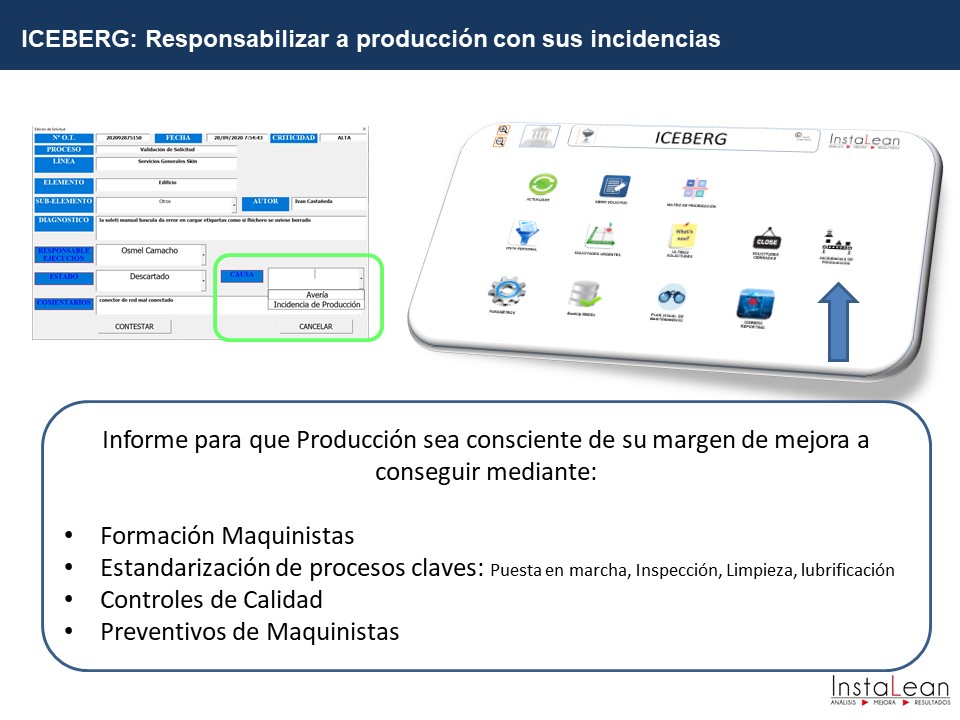
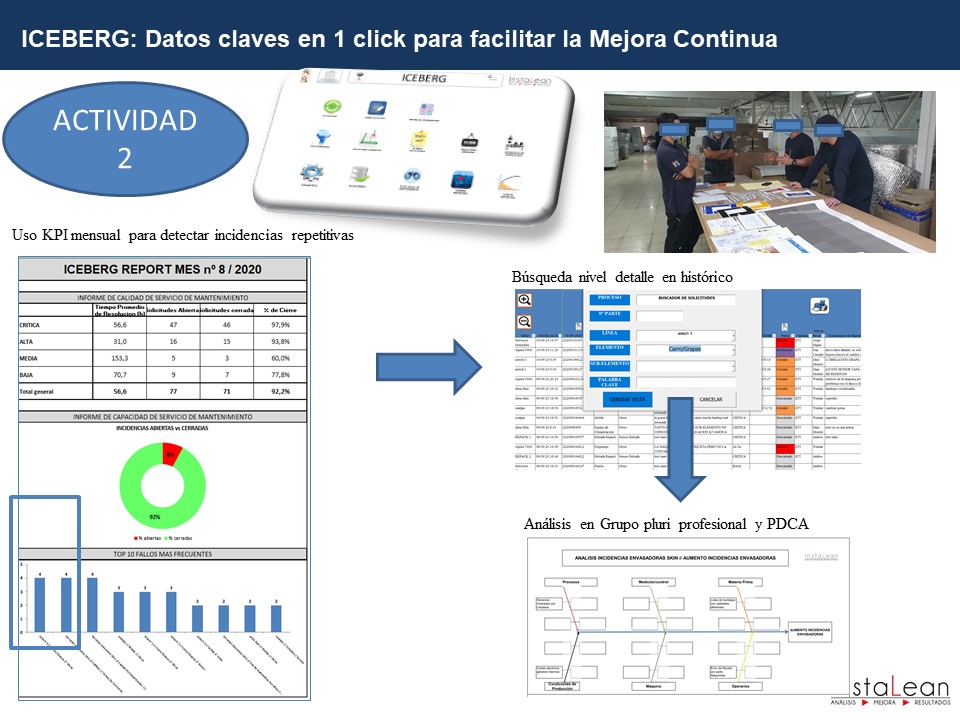
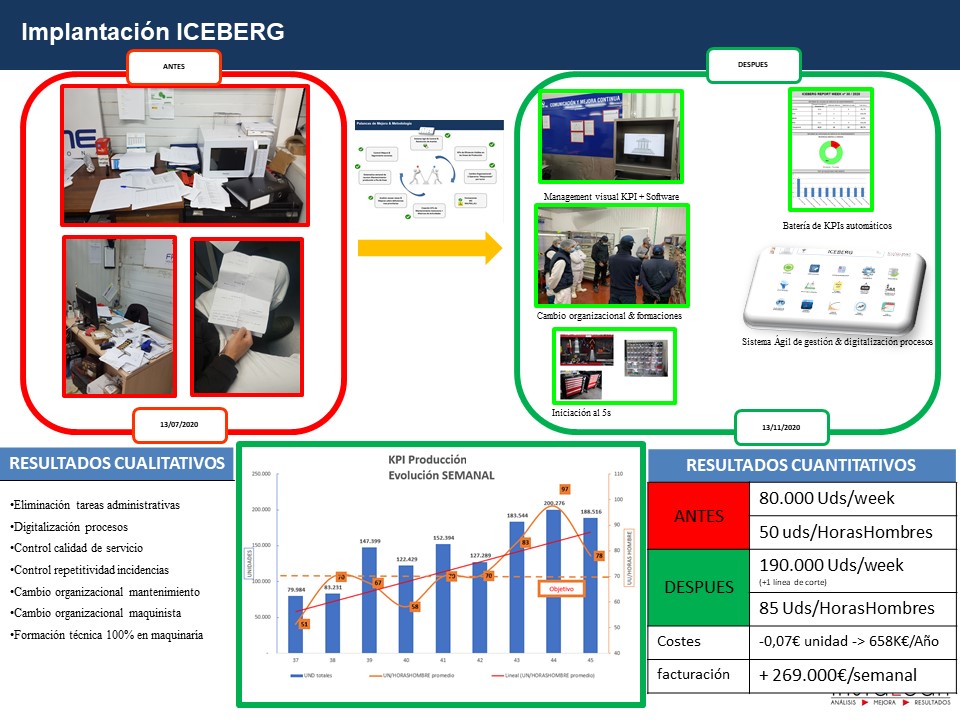
Herramientas Agiles de Apoyo: Iceberg
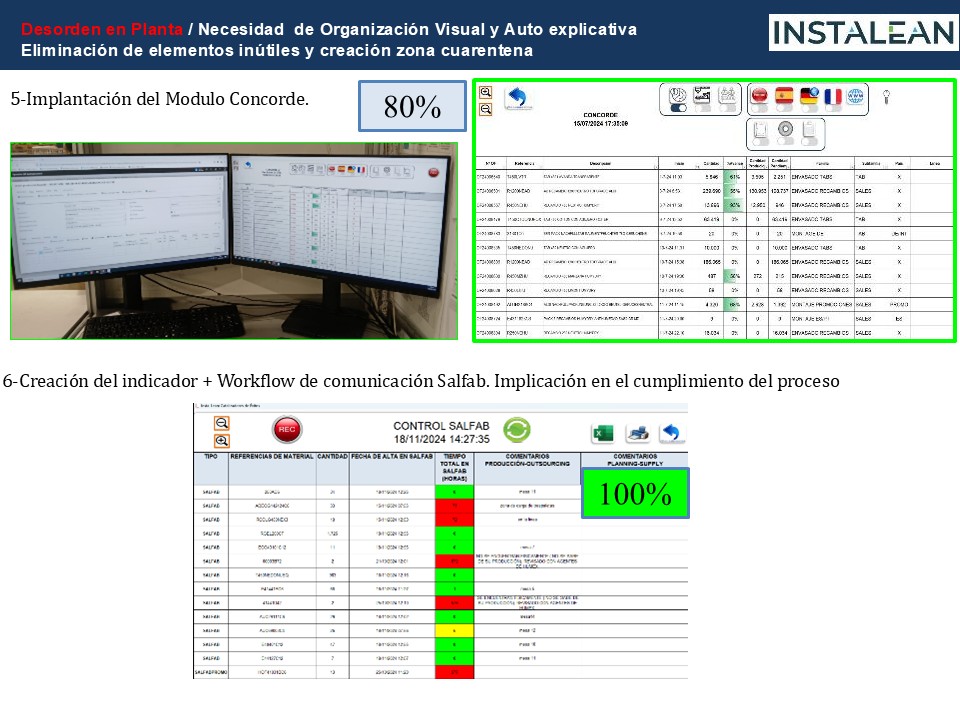
Para evitar la perturbación permanente del Responsable de Almacén y del Team Leader relacionada con la gestión de incidencias de calidad y artículos sobrante. Hemos adaptado nuestro GMAO “Iceberg” para permitir una comunicación eficaz de estos problemas de forma priorizada.
La implantación de este sistema permite liberar mucho tiempo de estos 2 recursos claves además de ofrecer nos un control total de estas incidencias y datos históricos para futuro estudio de causas raíces
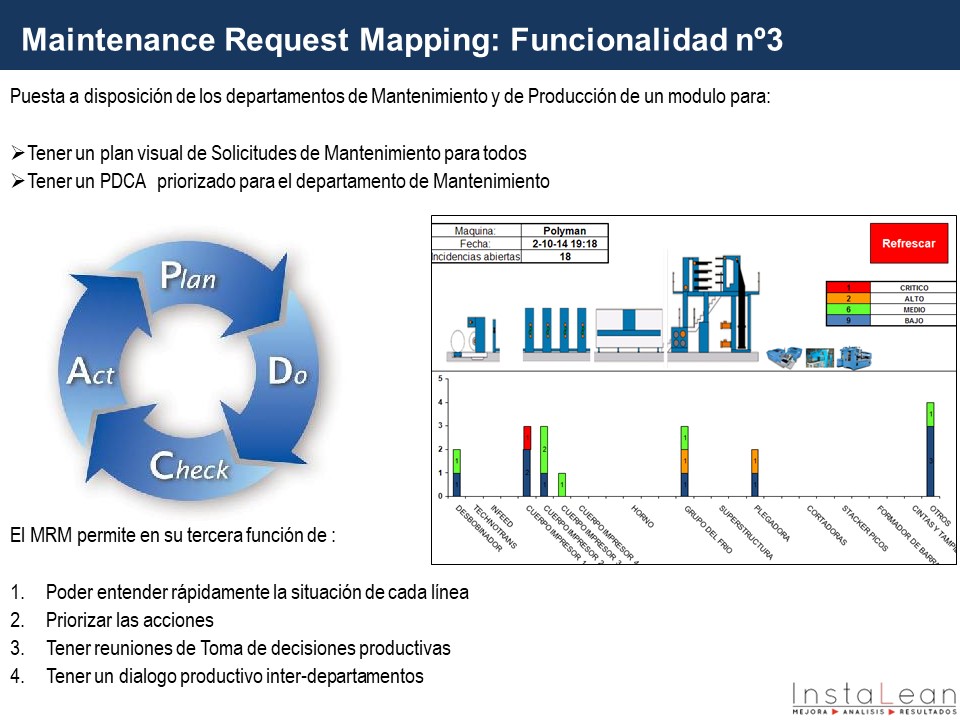
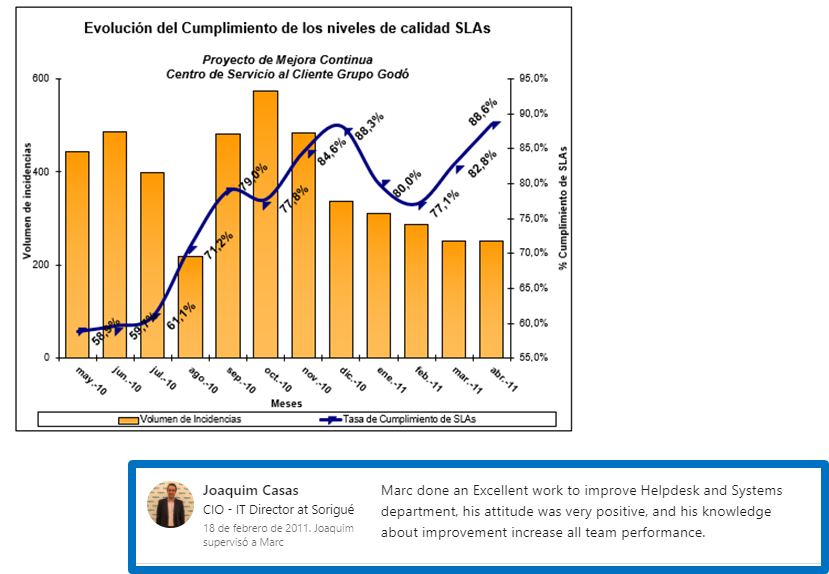
Optimización de Operaciones en servicios: Help Desk / Tecnical Centers
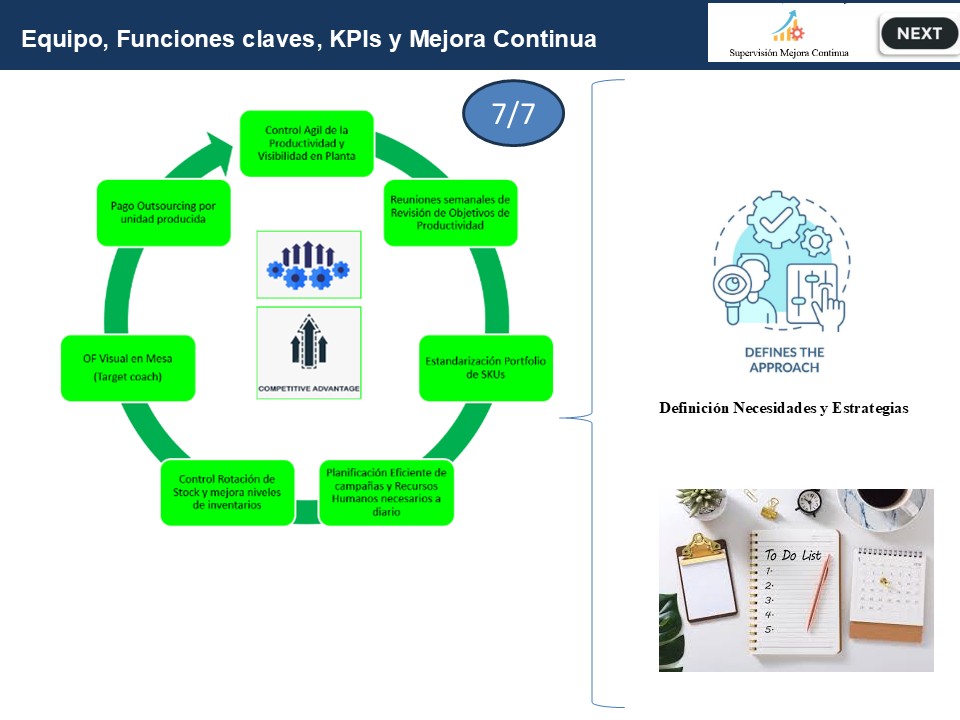
Metodología & KPIs
- Como cambiar la organización?
- Como medir el éxito del cambio?

DMAIC + ITIL
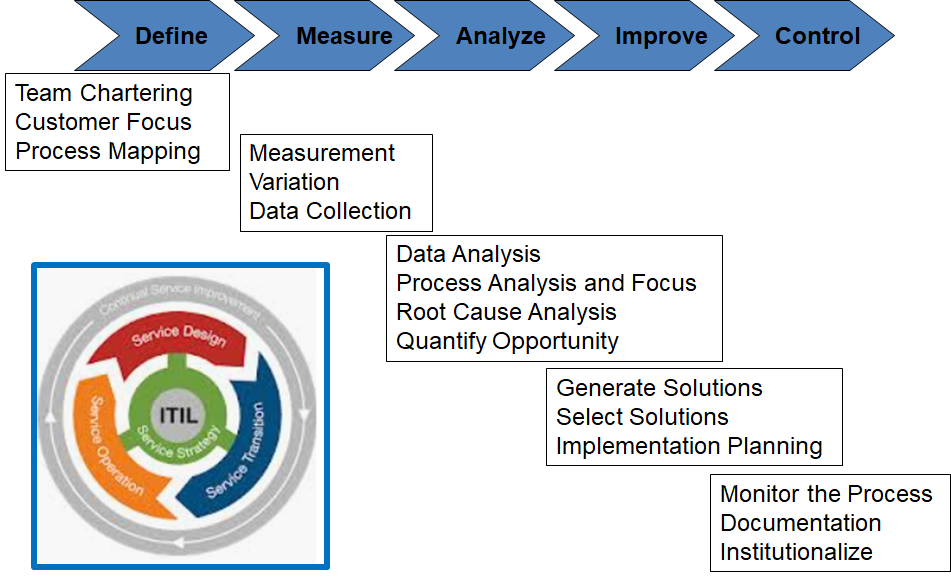
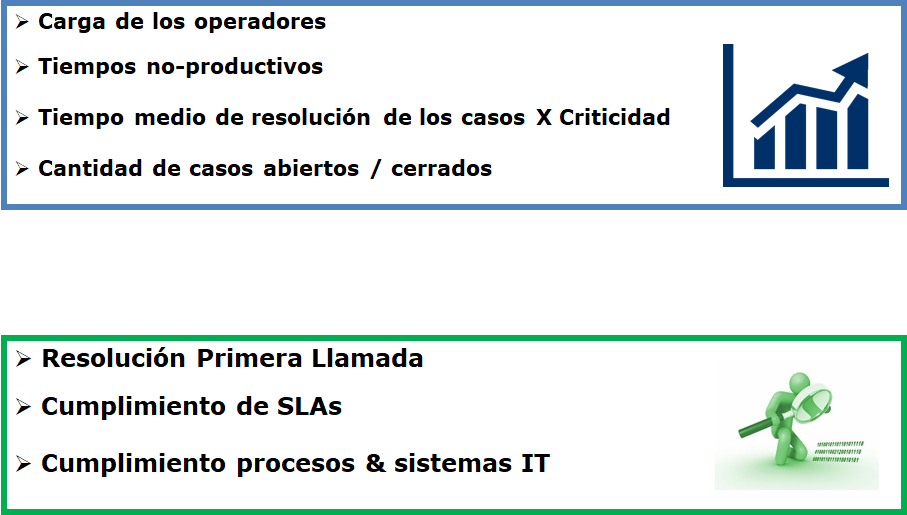
Nuevos KPIS de Eficiencia & Calidad
Definición del Punto de Partida

- ¿Donde estamos?
- Análisis puntos fuertes & débiles
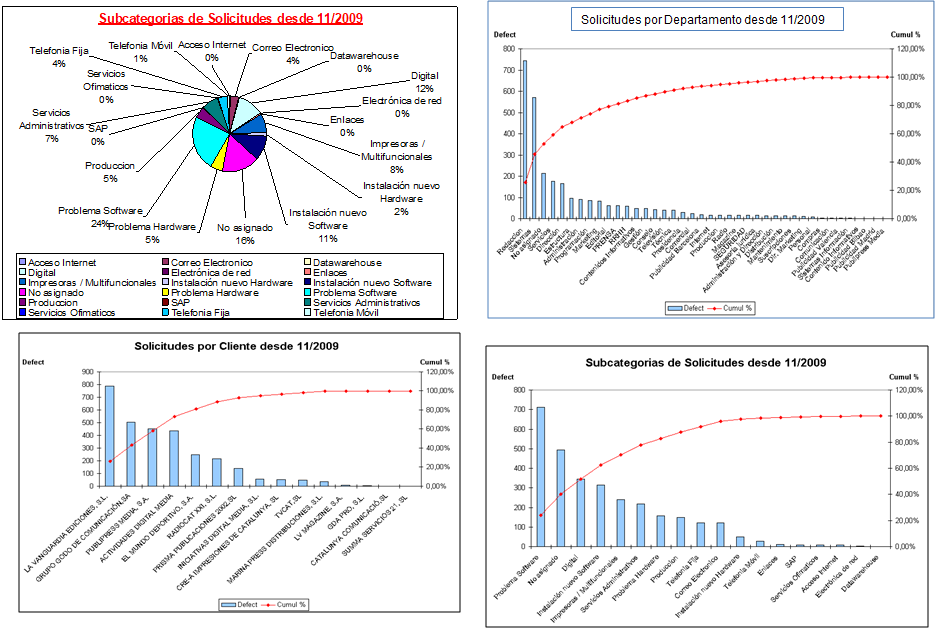
¿Cuándo y Que nos piden nuestros clientes?
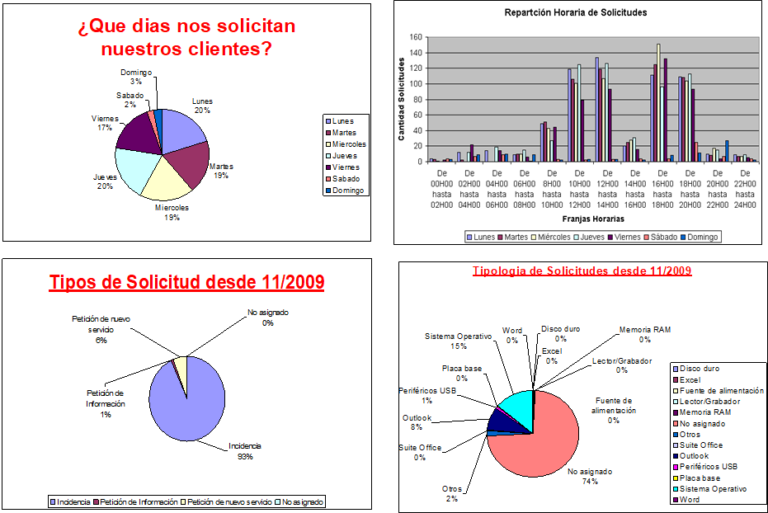
Zoom sobre lo que realmente importa
Rediseño de procesos Claves

- Cambiar lo relevante
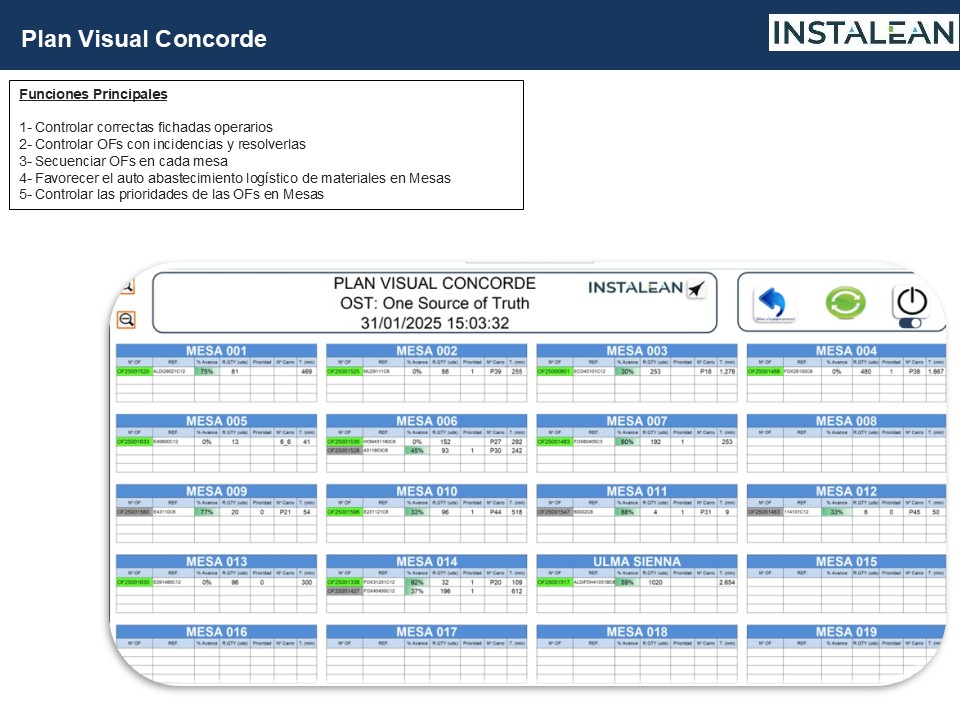
- Crear procesos robustos & visuales
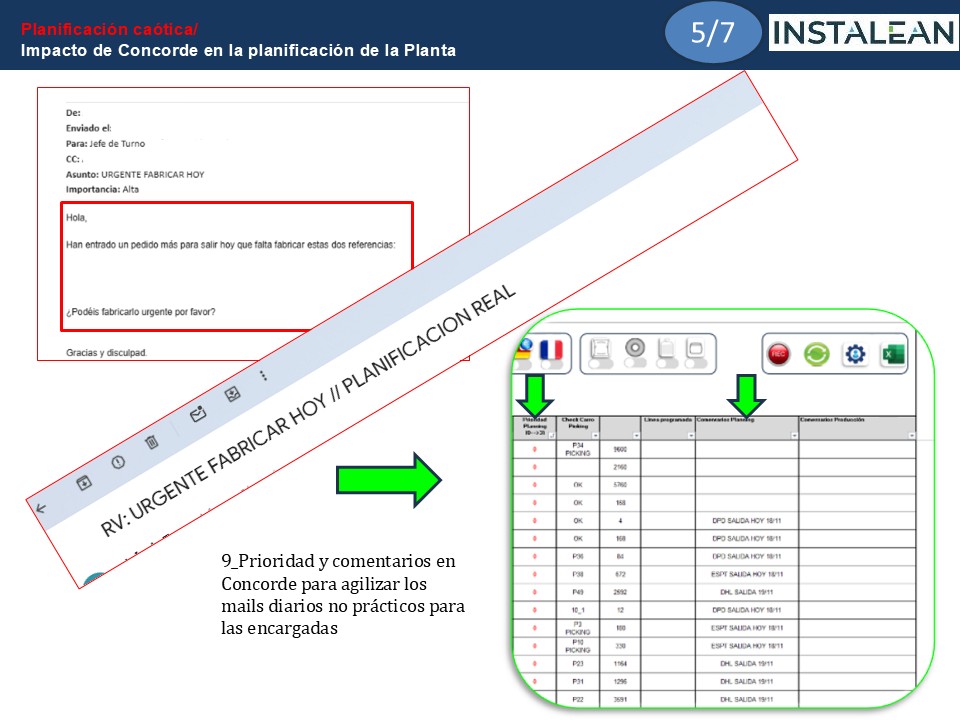
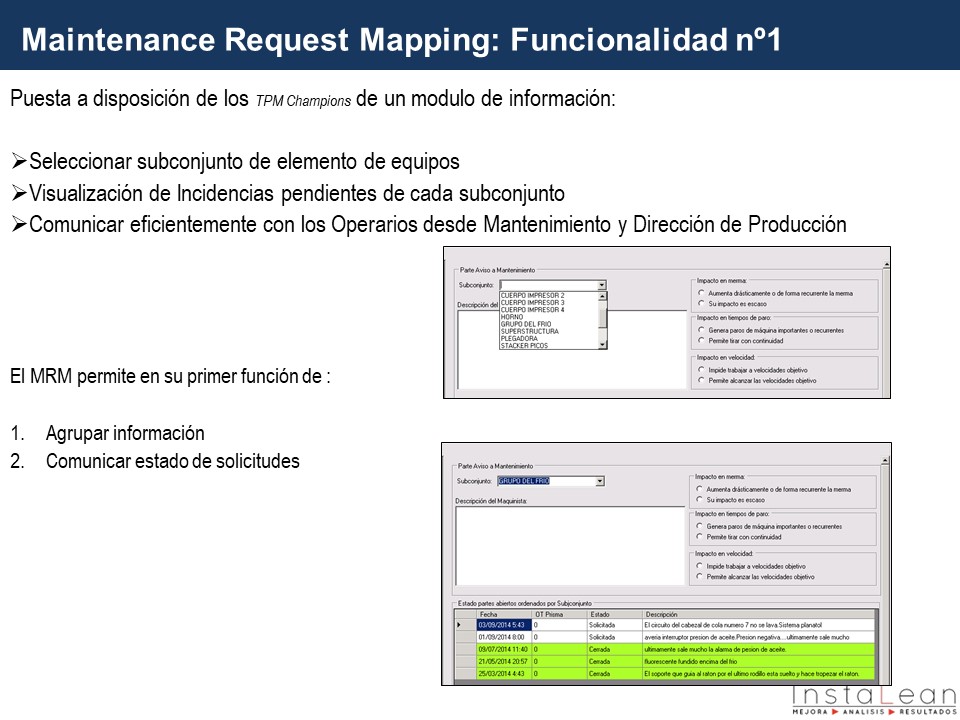
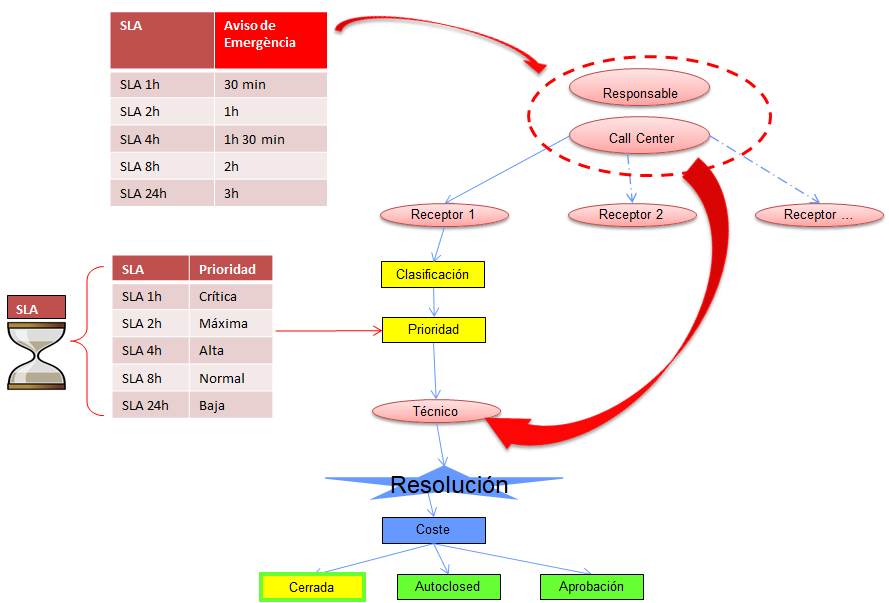
Nuevo Proceso de gestión de incidencias estándares
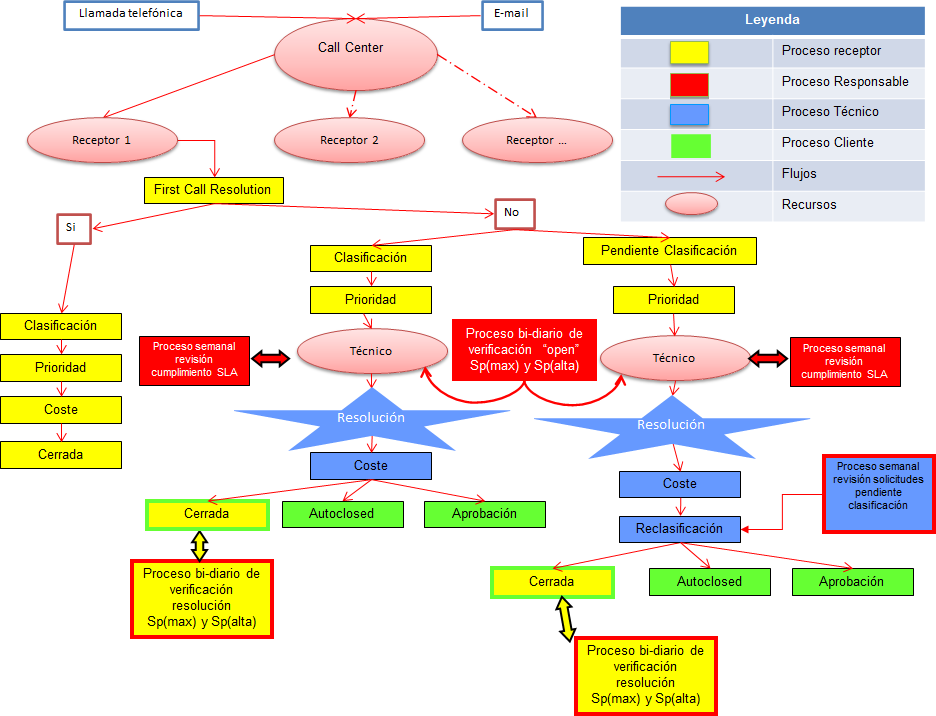
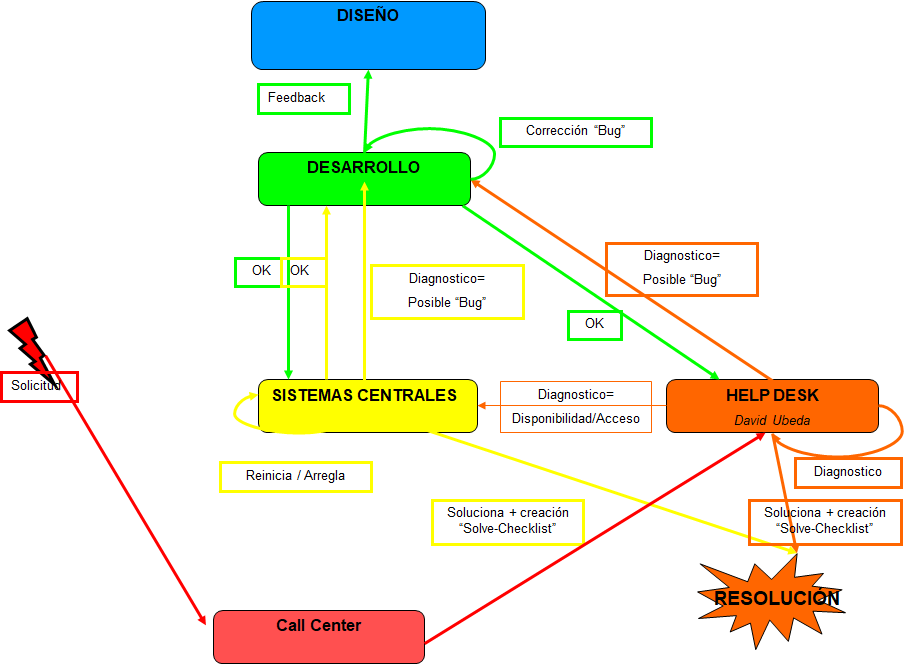
Nuevo Proceso de gestión de incidencias complejas
Diseño Arborescencia de solicitud
“Controlar con sentido & exactitud”
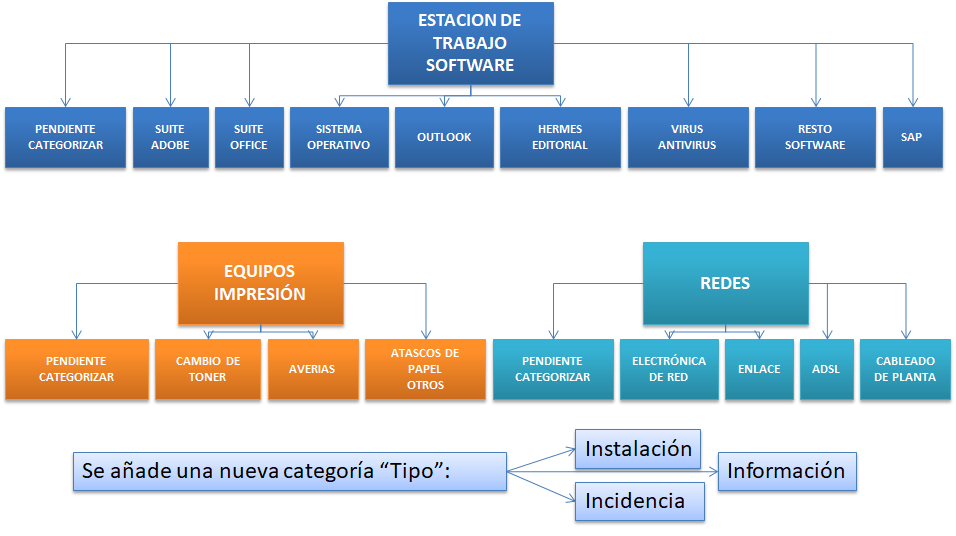
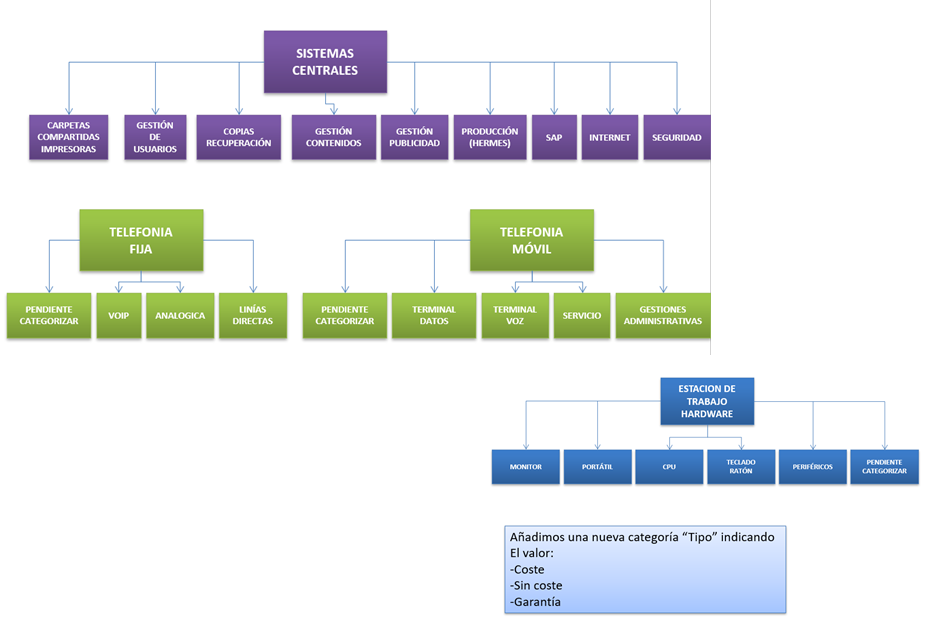
Diseño de Categoría de Incidencias
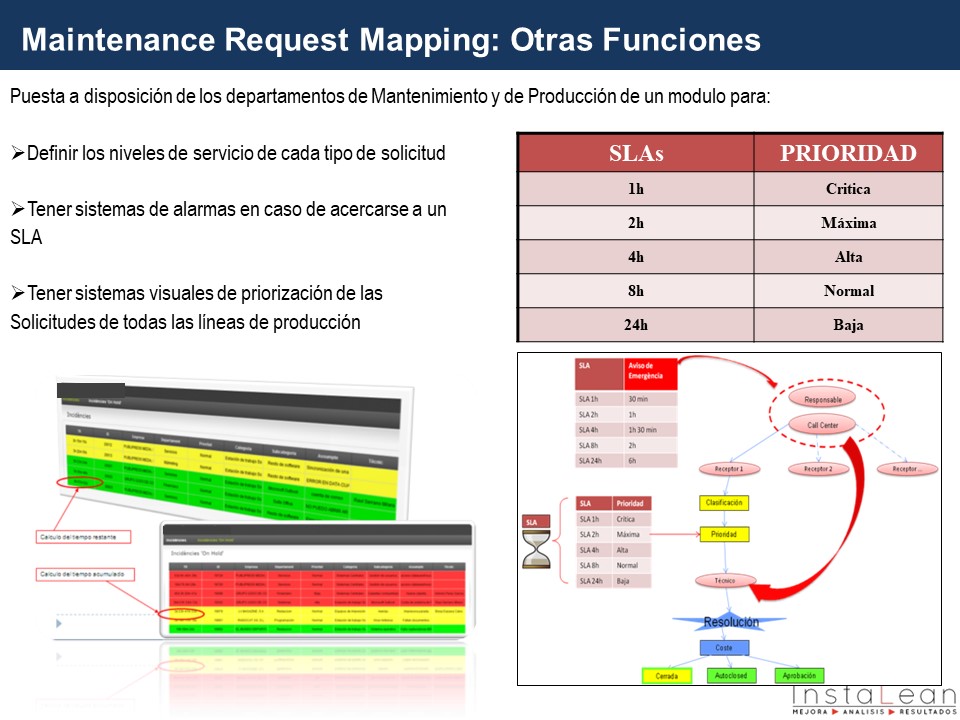
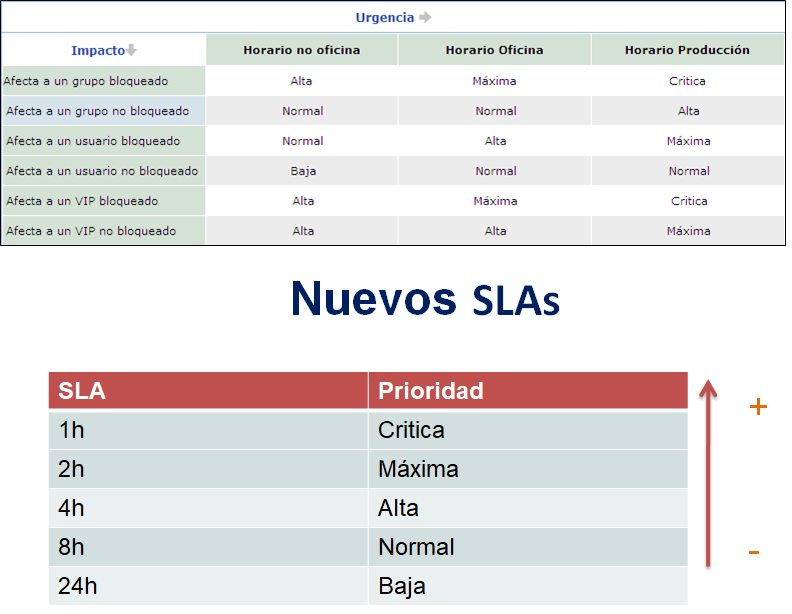
Definición SLA Service Level Agreement

- Cada problema su criticidad
- Cada criticidad su respuesta adecuada
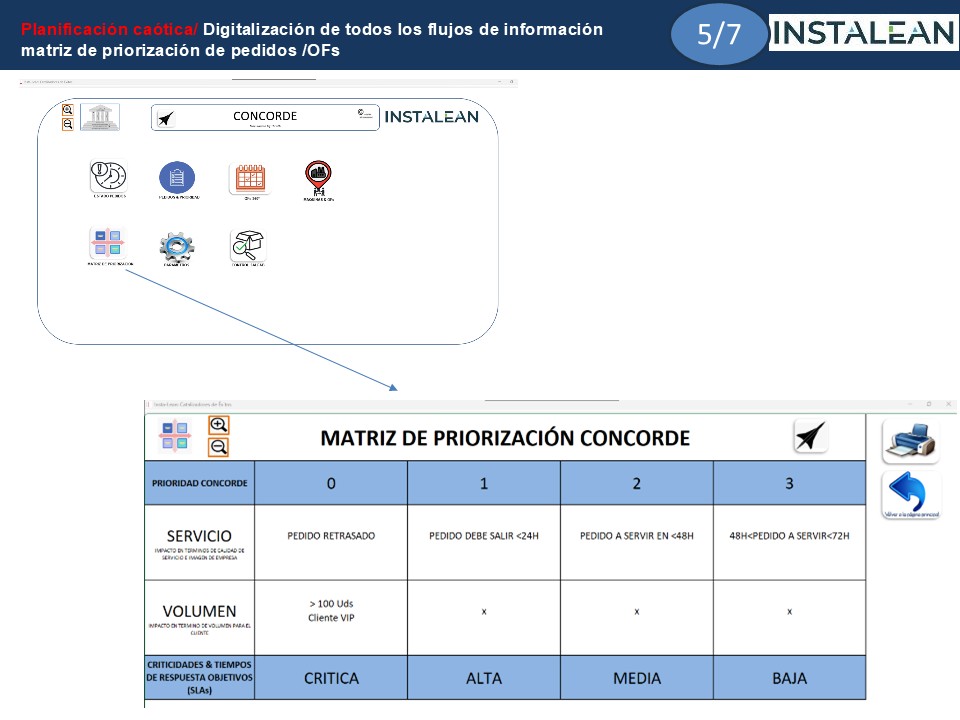
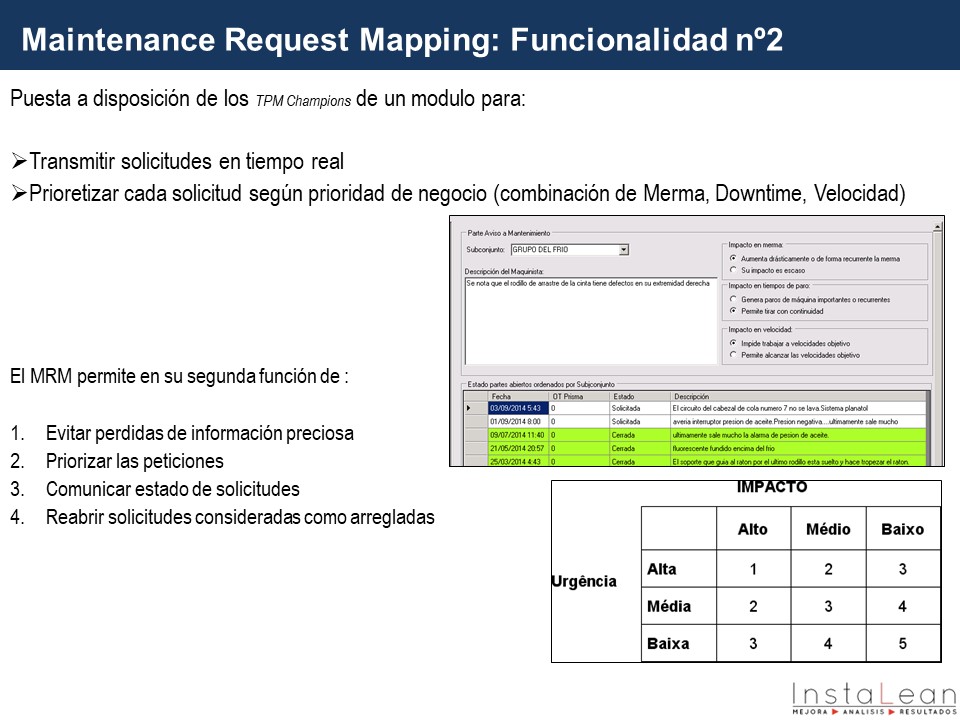
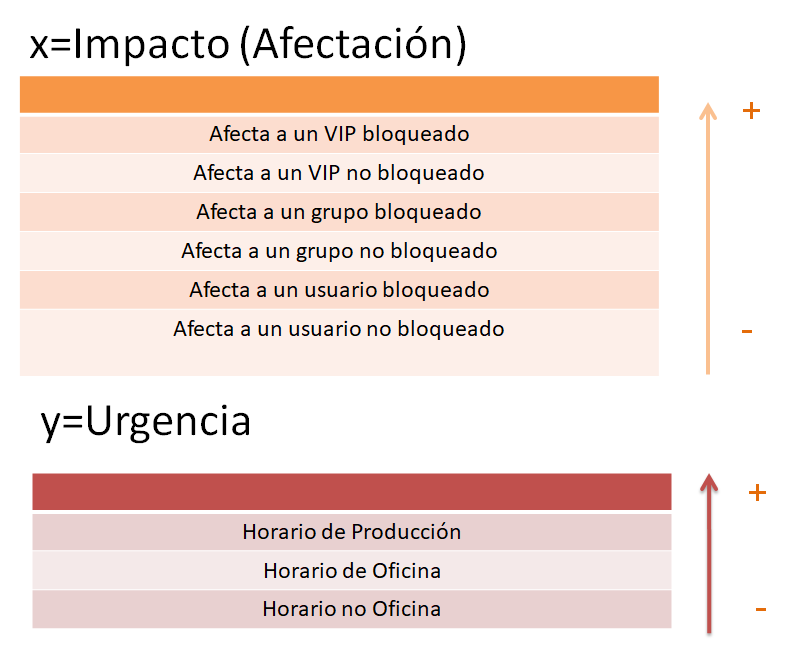
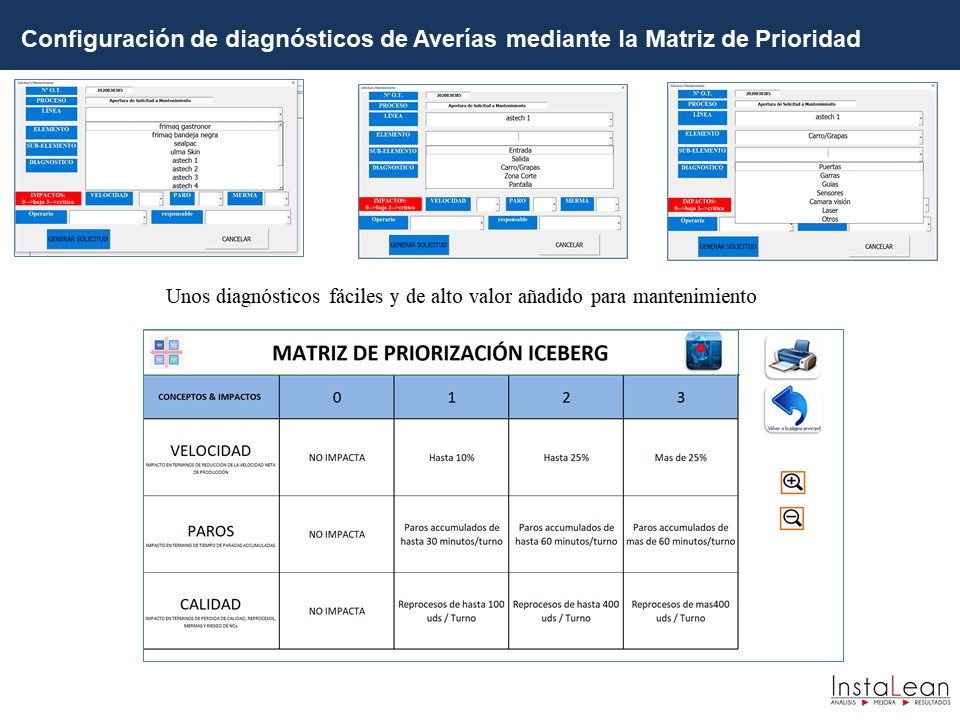
SLAs & Nueva Matriz Impacto X Urgencia
Zoom Parámetros Impacto & urgencia
Herramienta de Control de la Eficiencia “Modulo Cronometro”
- “Que no se nos pueda escapar nada…”
Presentación de la herramienta
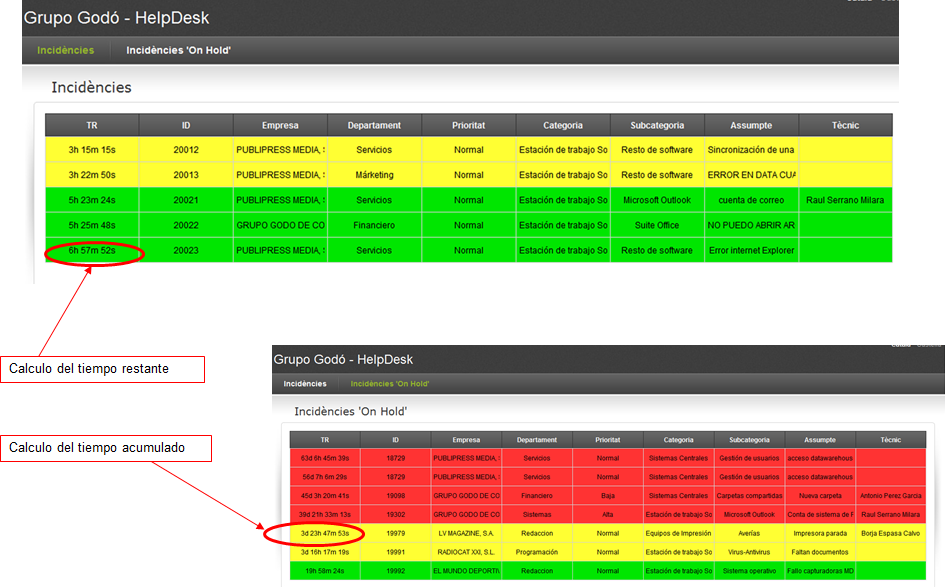
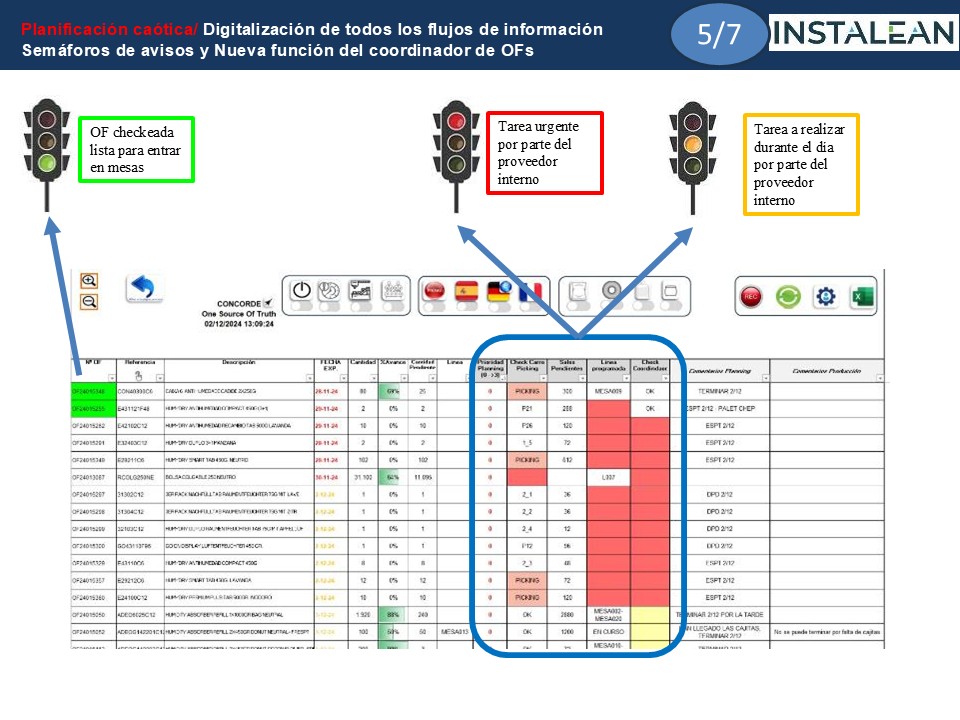
Sistema de Alarmas anti-rotura de SLA
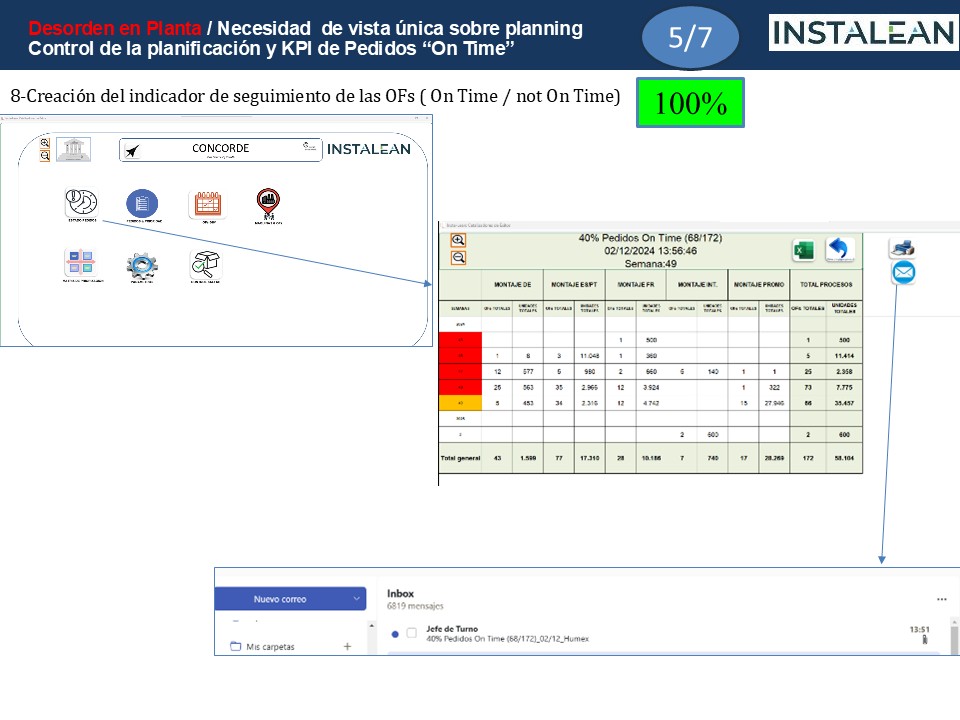
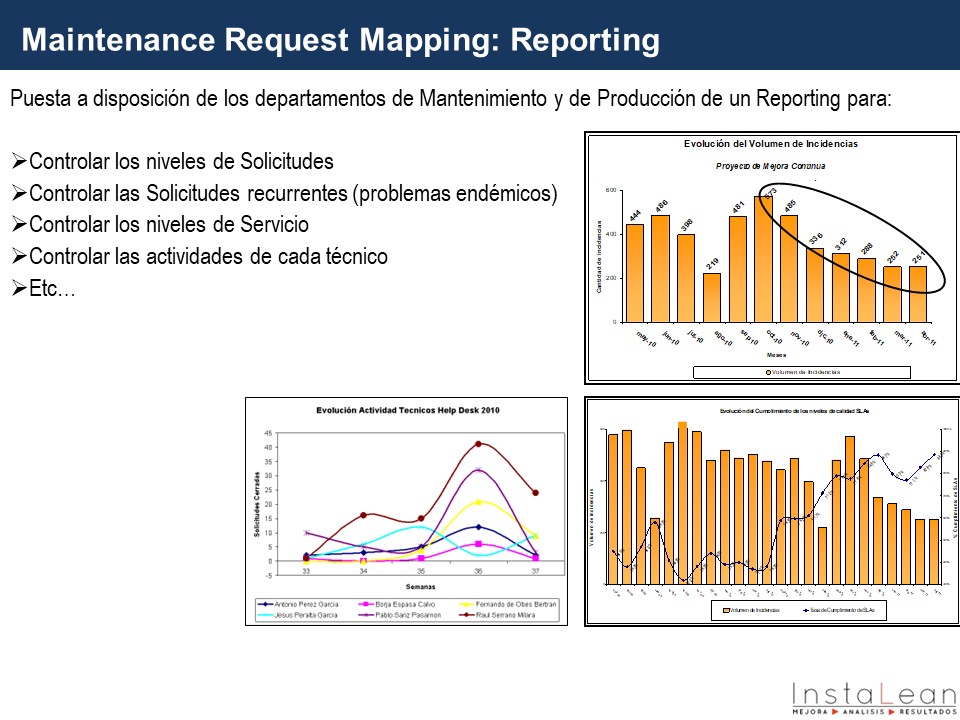
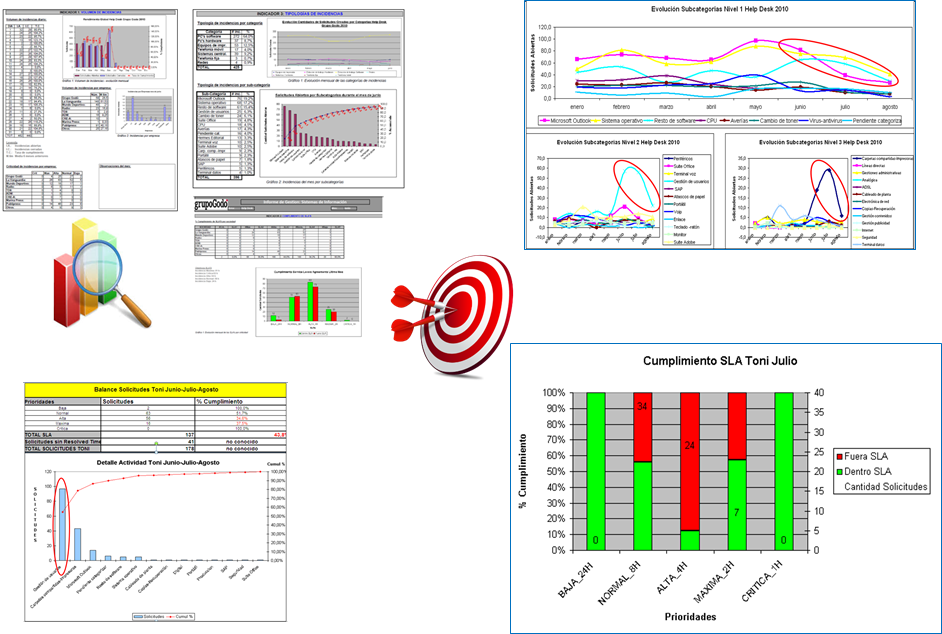
Reporting Smart Data

- “Lo que se mide sencillamente se mejora fácilmente”
Herramienta Ágil de Reporting
- Extracción de los datos vía consulta SQL (Selección incidencias + mas calculo tiempos “On Hold”)
- Tratamiento de los datos vía VB
Control de la eficiencia de A hasta Z
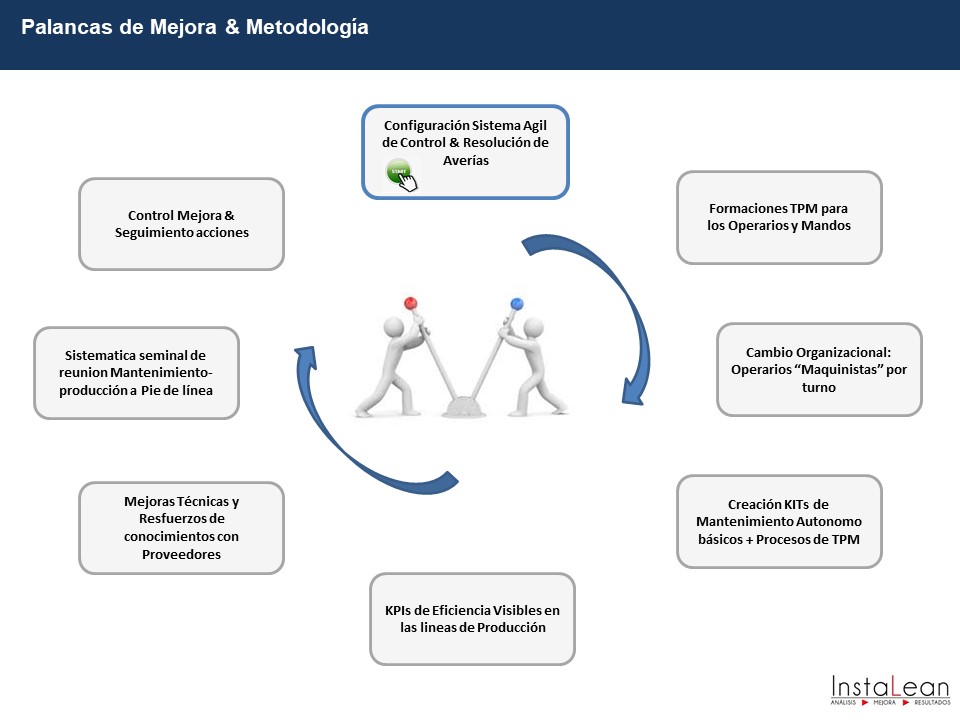
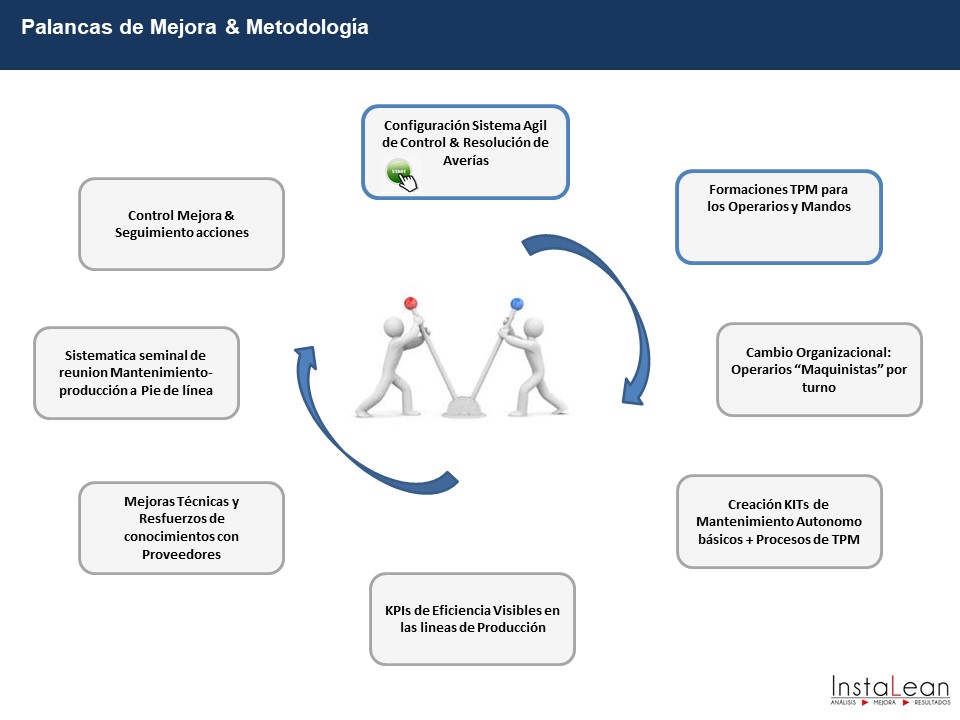
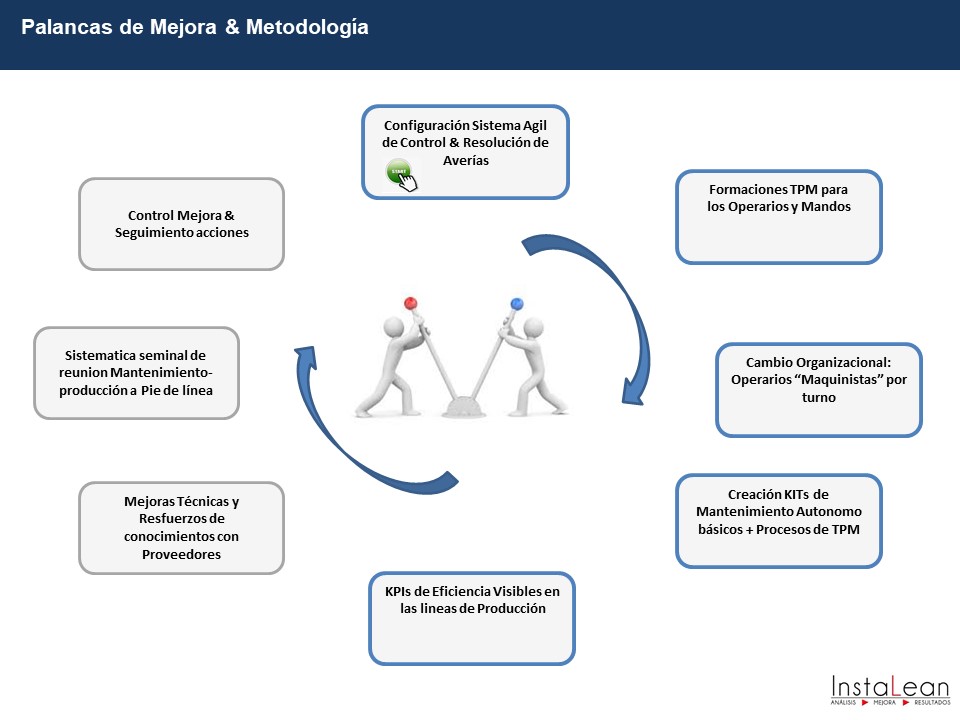
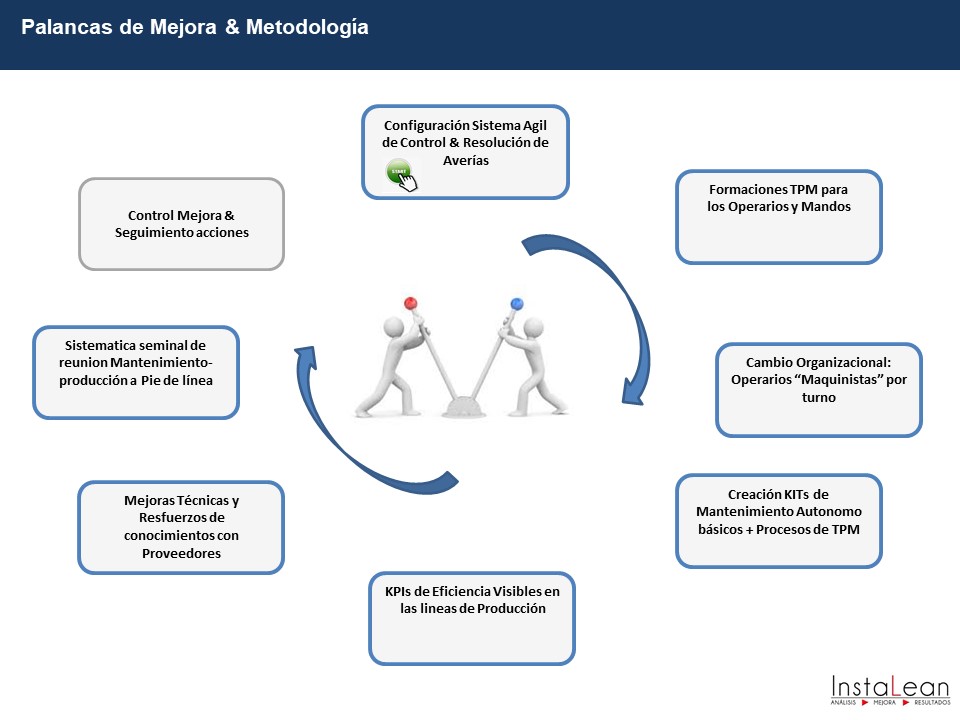
Palancas de Mejora:
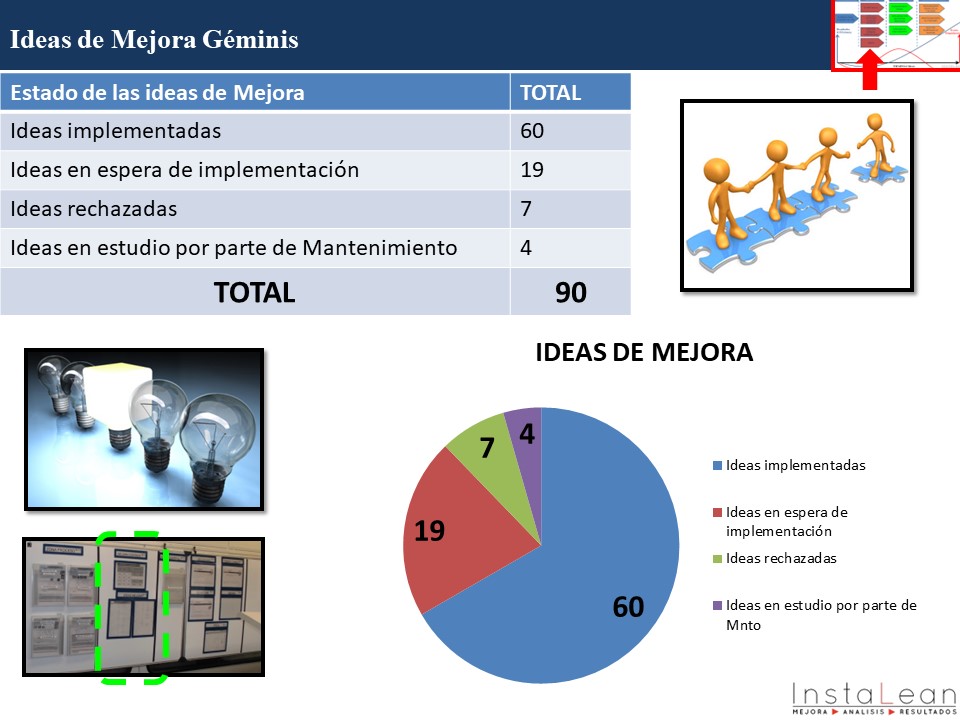
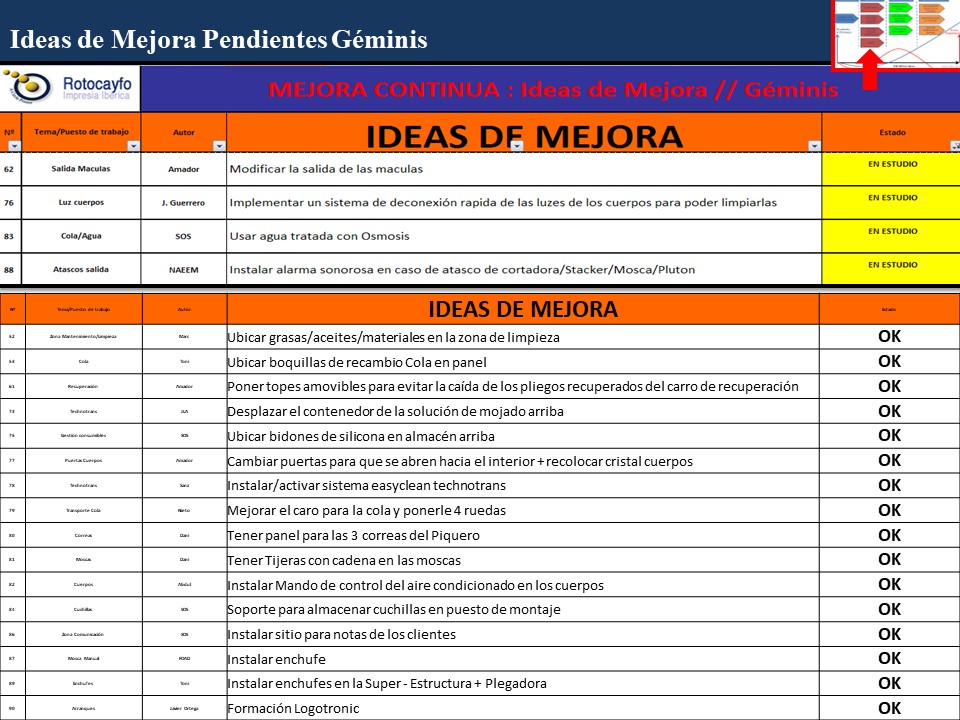
Recopilación de Ideas de mejora y Ejecución

- “La clave no es hacer recomendaciones si no hacer que las cosas ocurren”
Resto de palancas de mejora implantadas sobre El nuevo sistema creado

Resultados

Un excelente consultor tiene 2 cosas que el buen consultor no tiene:
- Un Amplio “Track Record”
- Un Amplio libro de recomendaciones de clientes
Eficiencia, Calidad & Coste
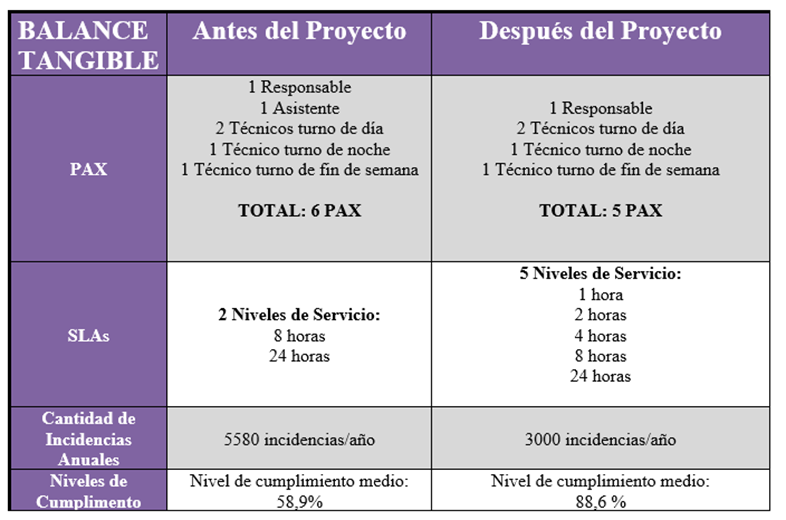
- La cantidad de incidencias baja
- La calidad de servicio sube
- El cliente está contento




Metodología paso a paso: Step 1/4

5S en Taller de Mantenimiento para reducir los tiempos de Intervención
5’S – Taller de mantenimiento üOrden y limpieza. Clasificación, ubicación e inventario de recambios:

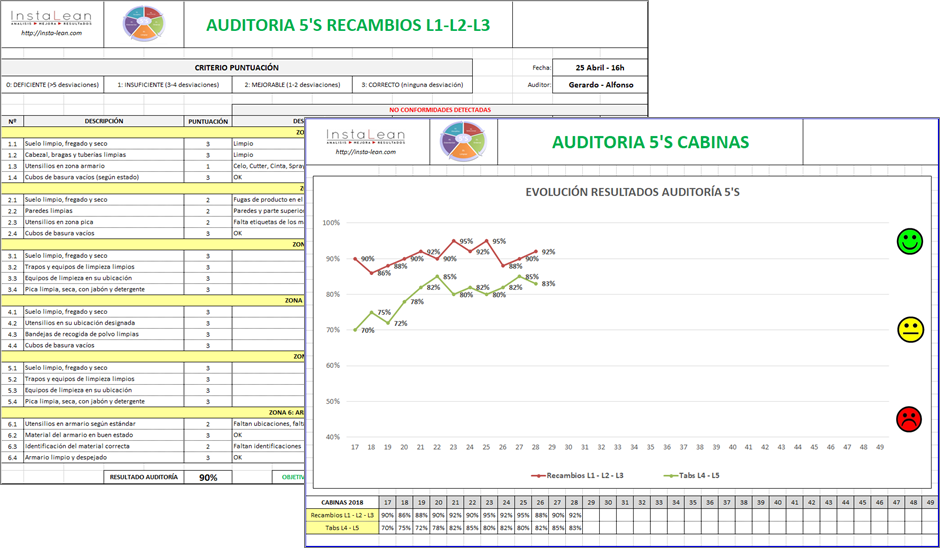
Implantación de Procesos de Auditorías para Controlar y mantener
5’S – Auditorías Seguimiento semanal del estado de las 5’S en las líneas de producción
Metodología paso a paso: Step 2/4

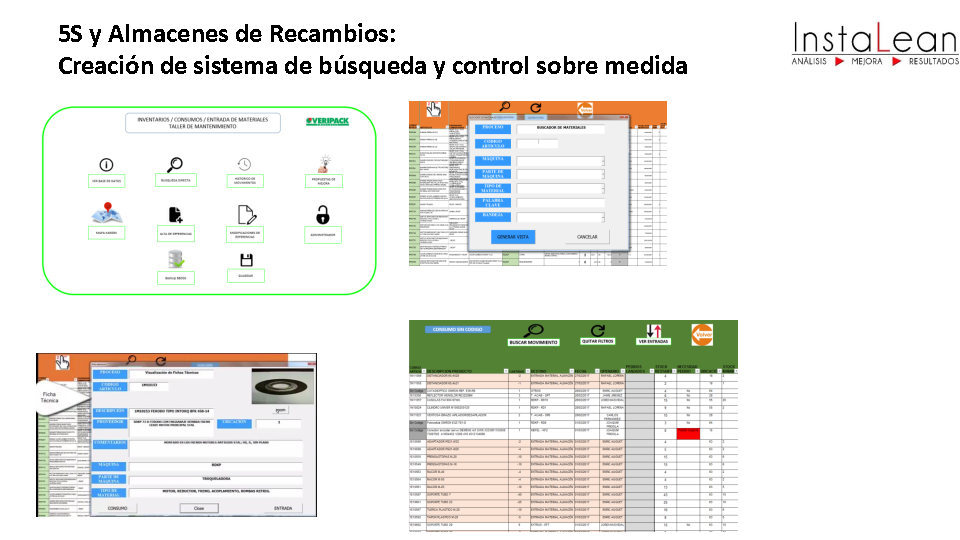
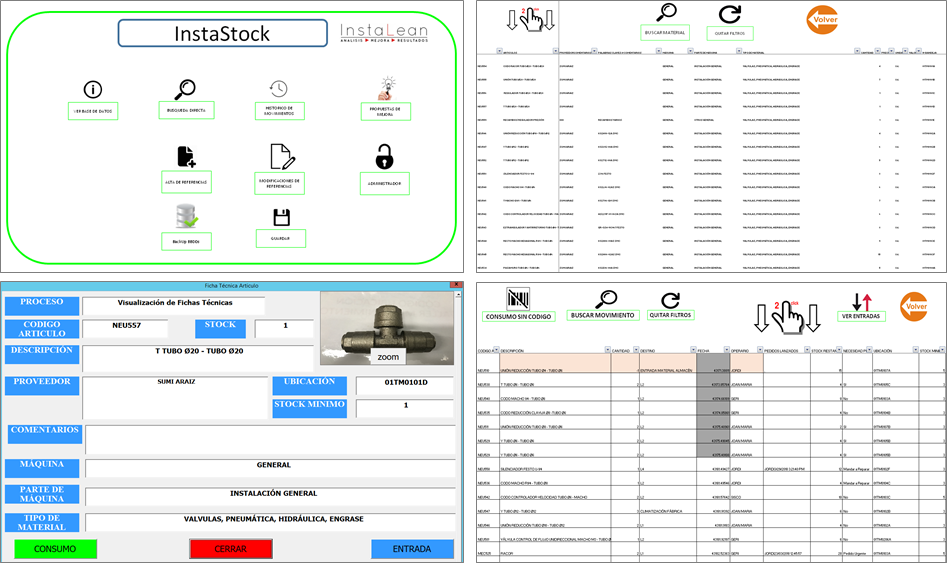
InstaStock: Sistema Ágil de control de Stock de Recambios
Implantación InstaStock (software InstaLean para la gestión de recambios)
Sistema inteligente de búsqueda. Entradas y consumos informatizados. Inventario permanente
Metodología paso a paso: Step 3/4

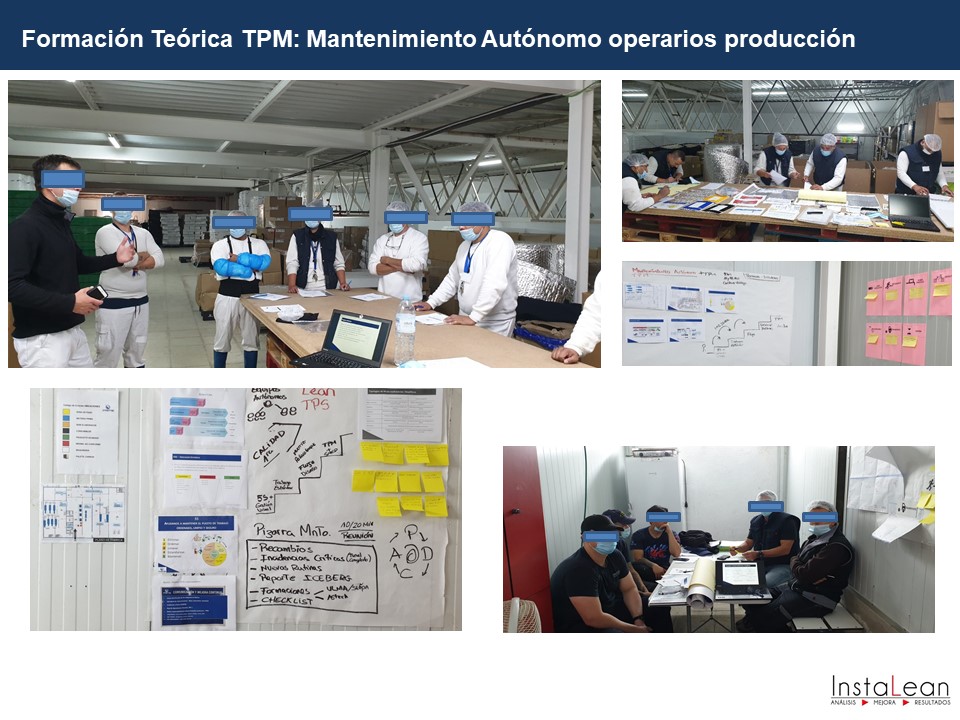
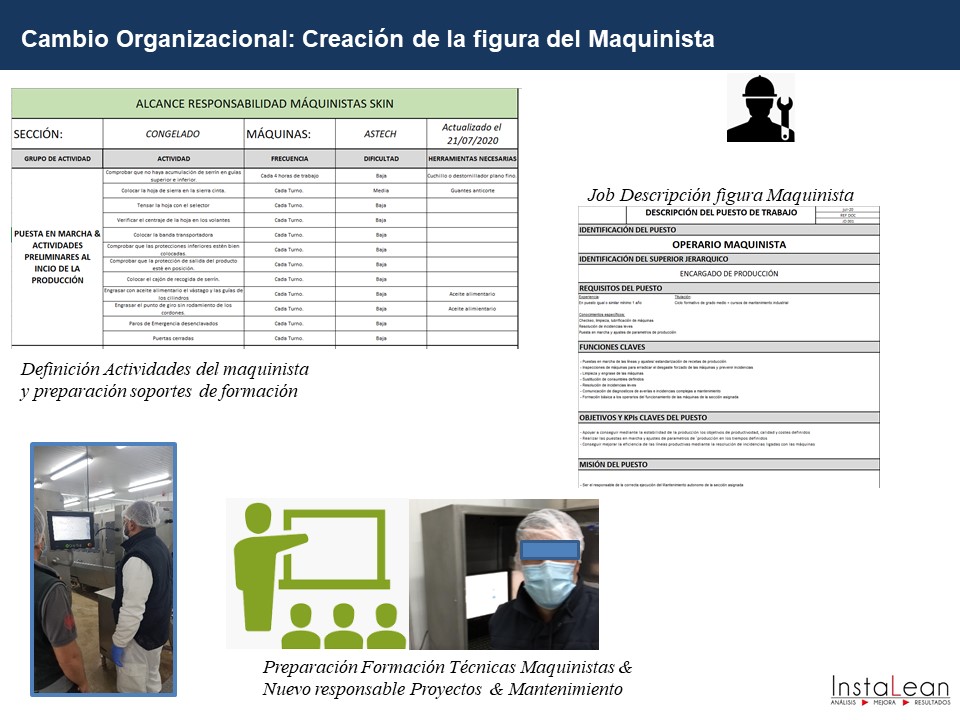
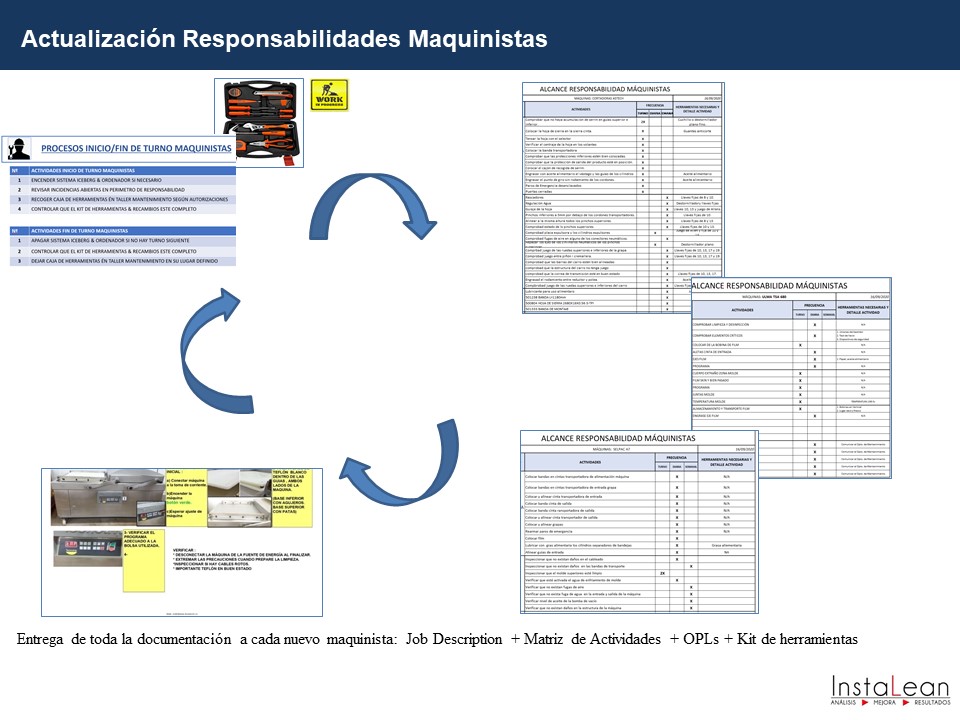
Transformación de los Operarios en técnicos de Mantenimiento de nivel básico
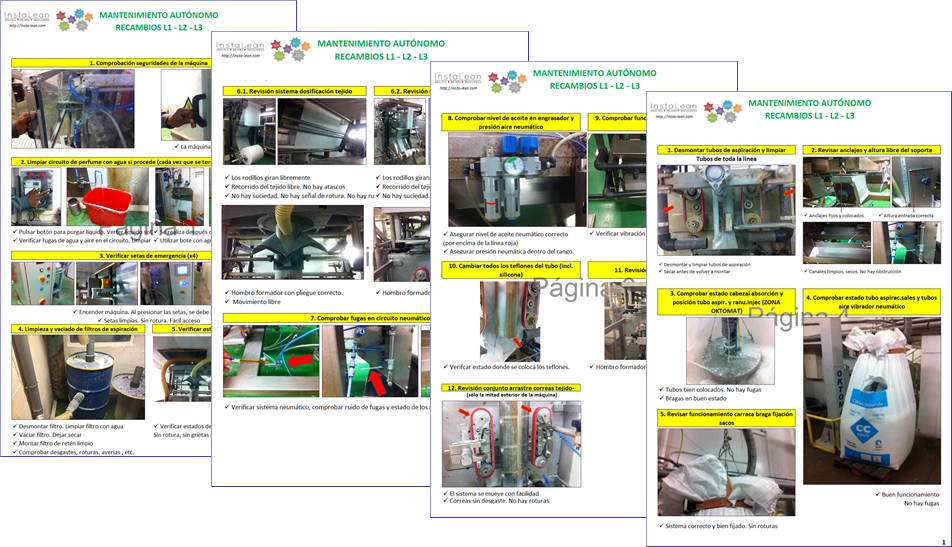
Mantenimiento Autónomo – Acciones Líneas de producción
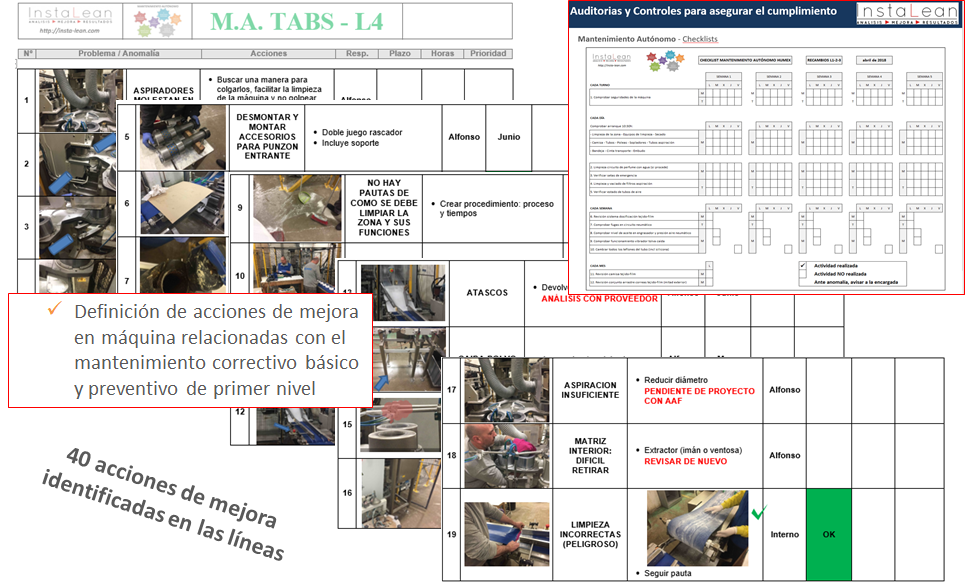
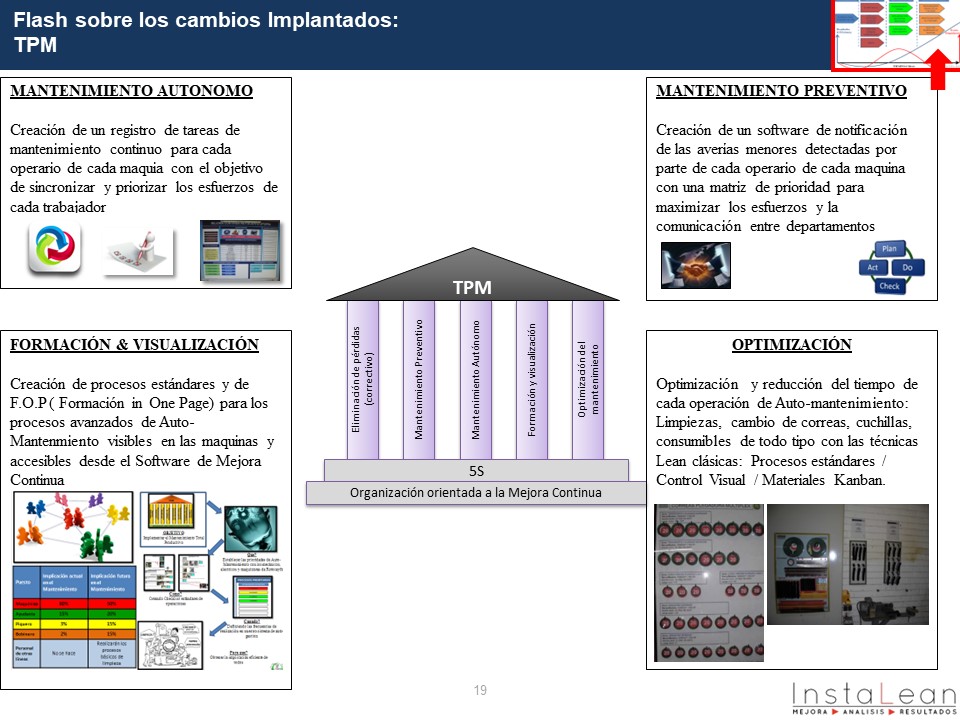
Mantenimiento Autónomo
Traspaso de 17 operaciones preventivas (por línea) de mantenimiento a operarios de producción
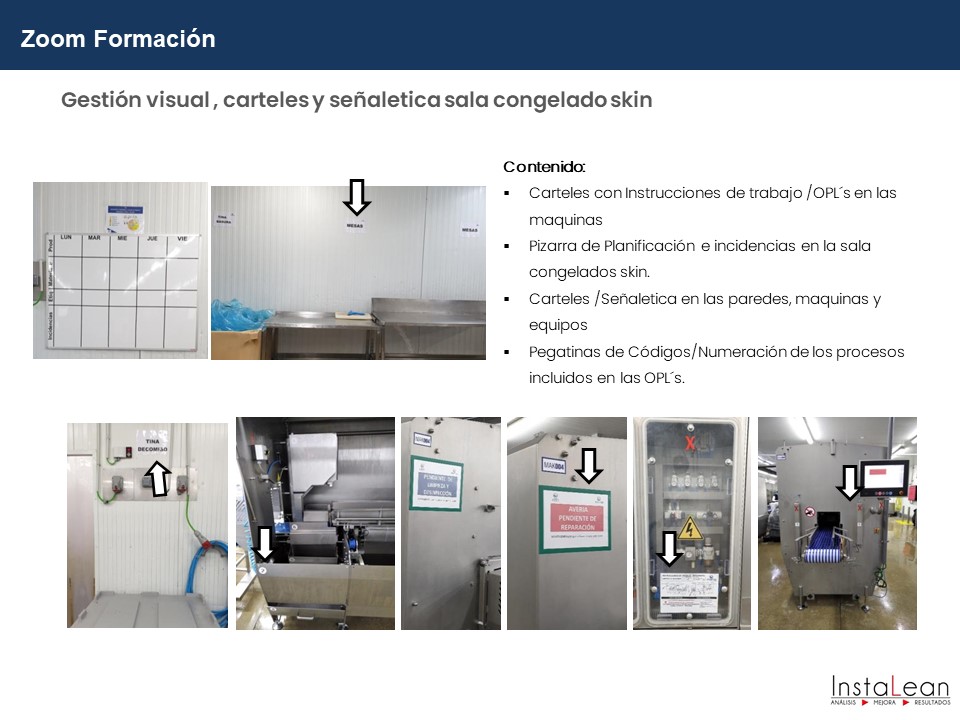
5S en Líneas de producción para hacer el Mantenimiento Autónomo posible
5’S – Líneas de producción
Distribución de todos los utensilios a lo largo de la línea según uso para minimizar búsquedas y desplazamientos

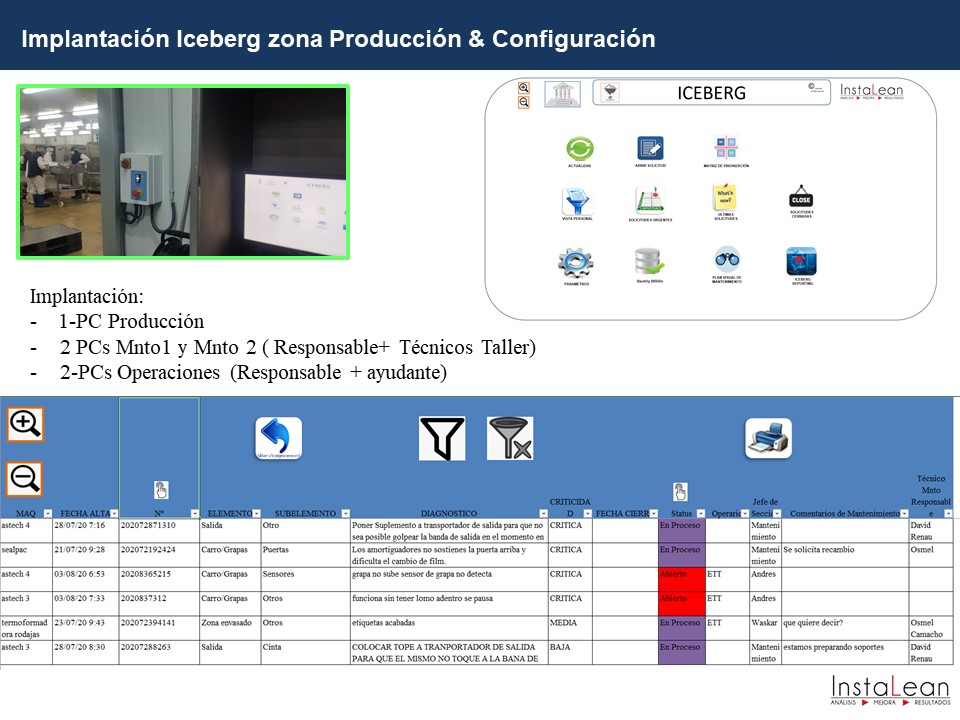
Metodología paso a paso: Step 4/4

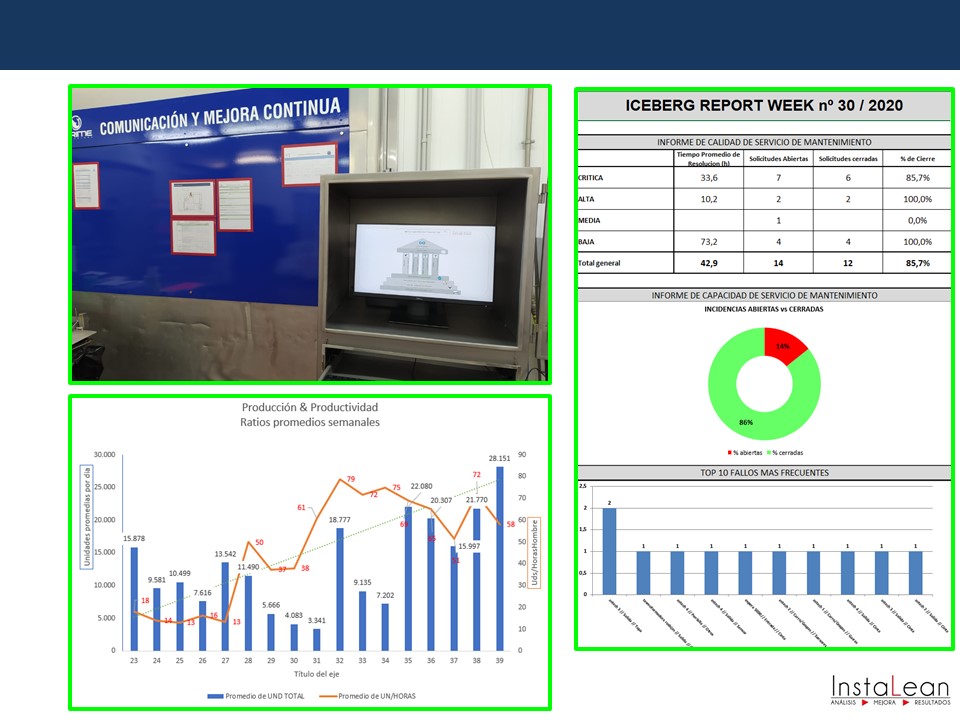
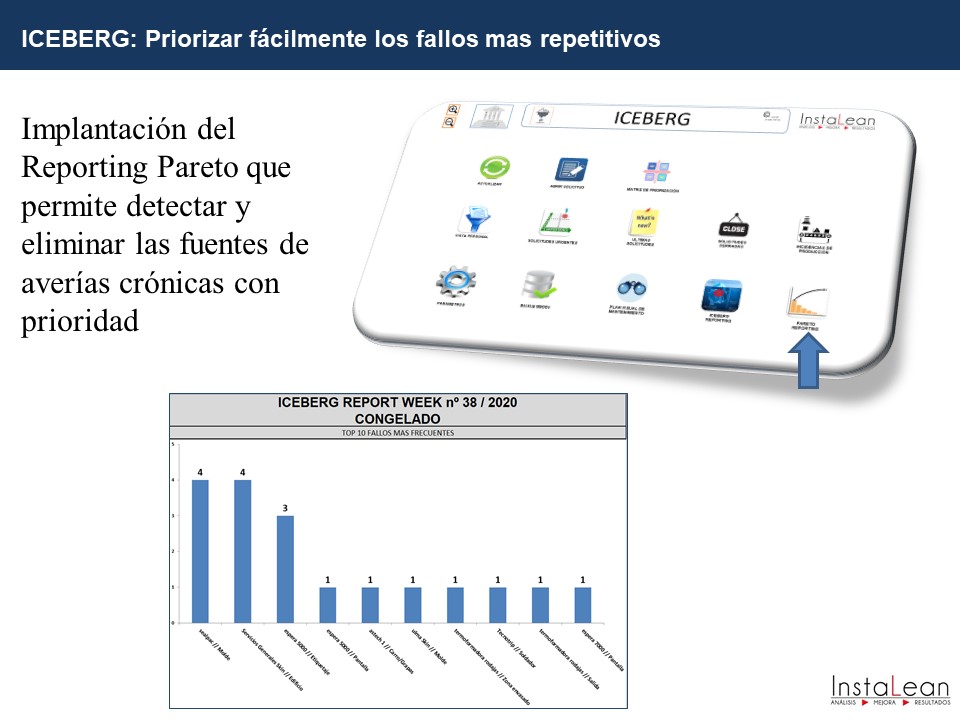
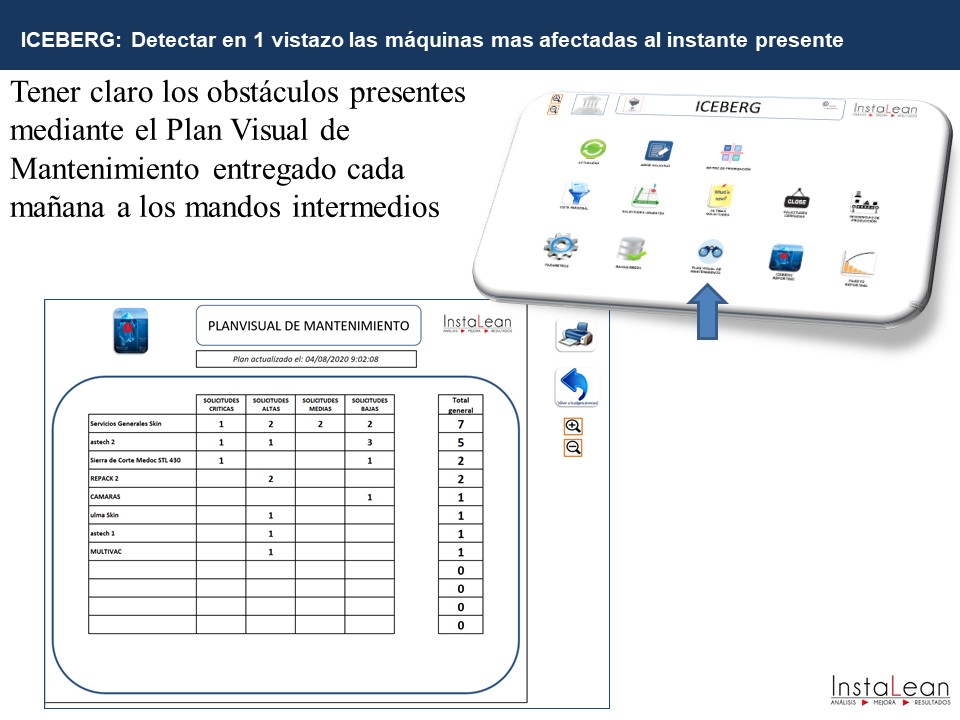
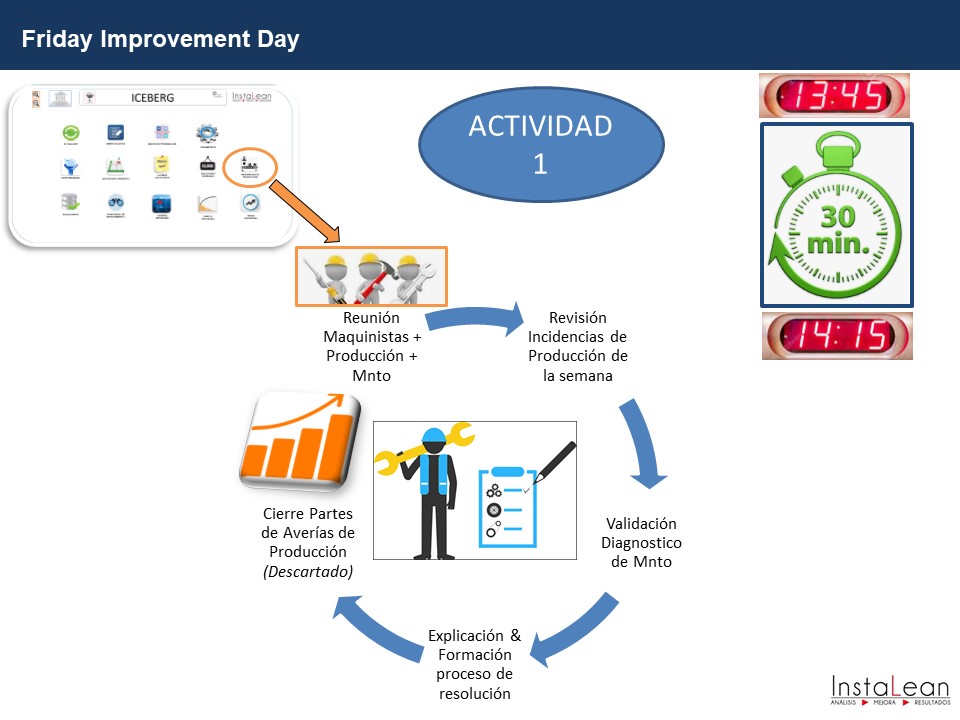
Iceberg: Sistema Ágil de control de las averías
Implantación Iceberg (software InstaLean)
Gestión electrónica de incidencias mediante la comunicación producción – mantenimiento
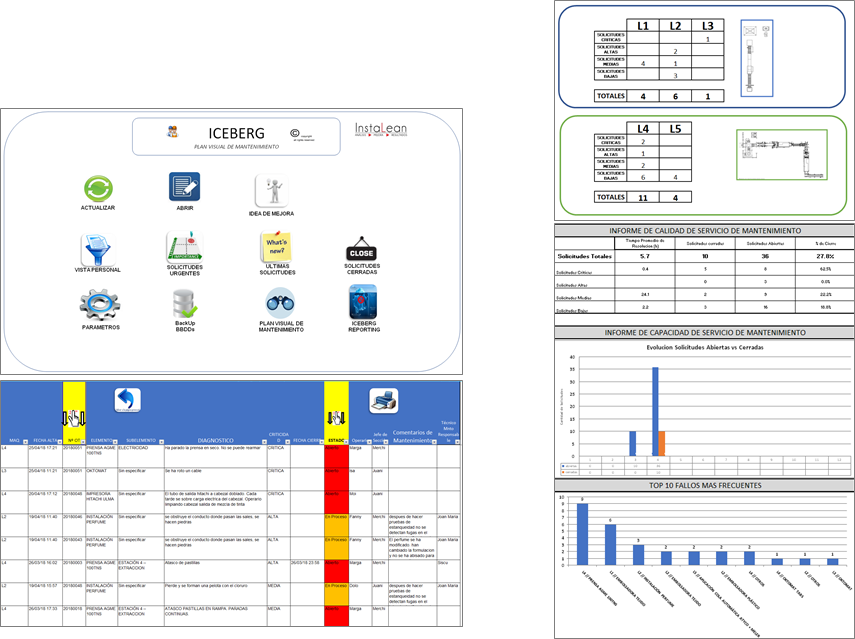
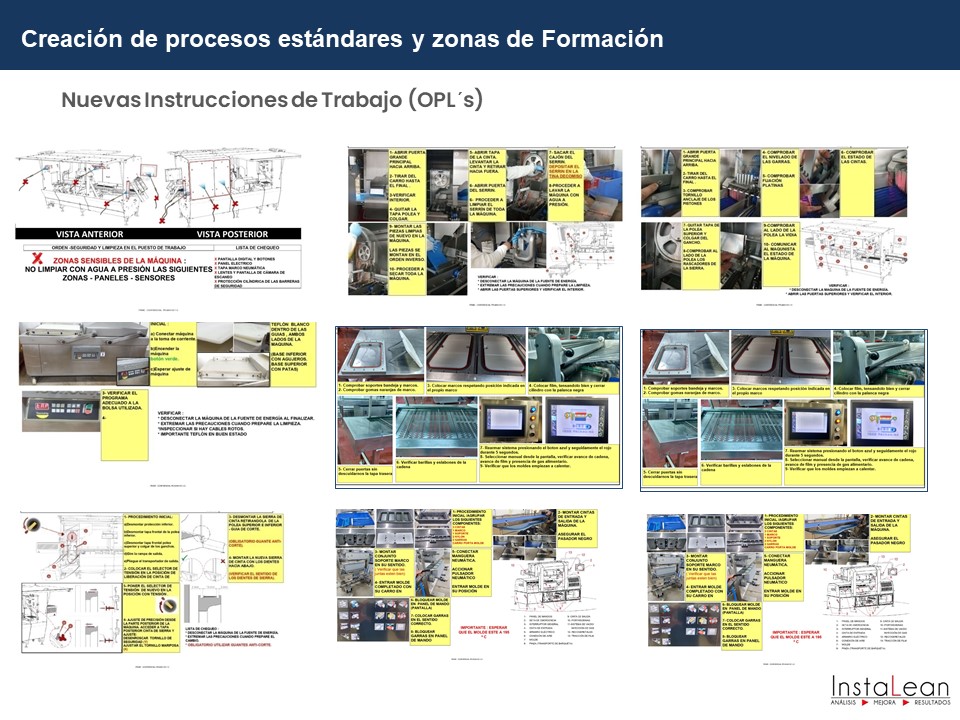
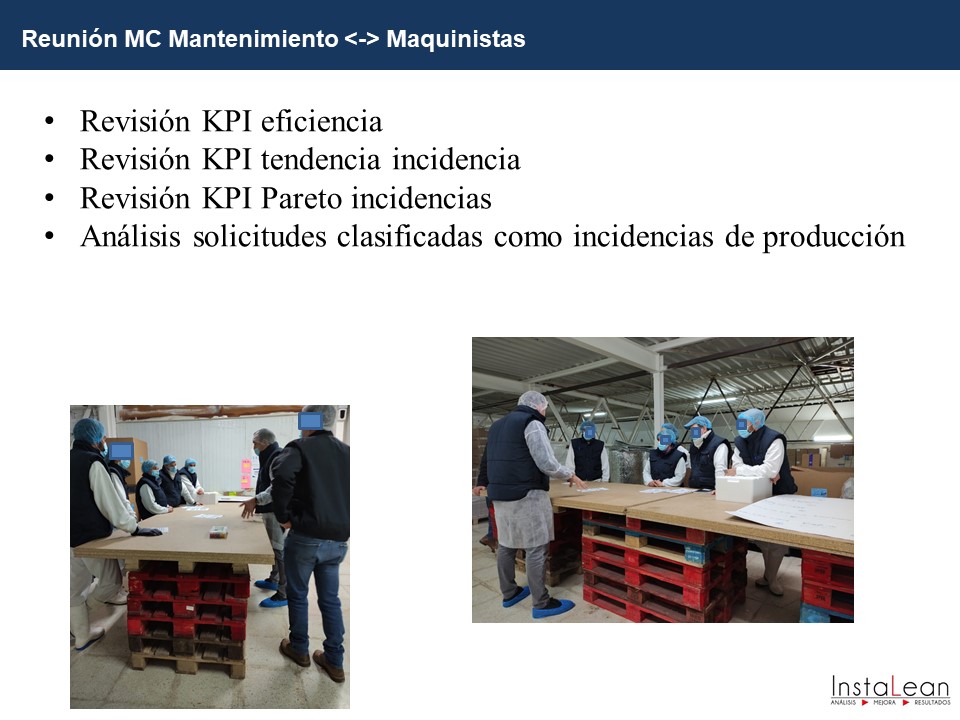
Zona Ágora: Comunicación de las Mejoras
Publicación y gestión de indicadores de Iceberg + Publicación Auditorias 5S y de Mantenimiento Autónomo

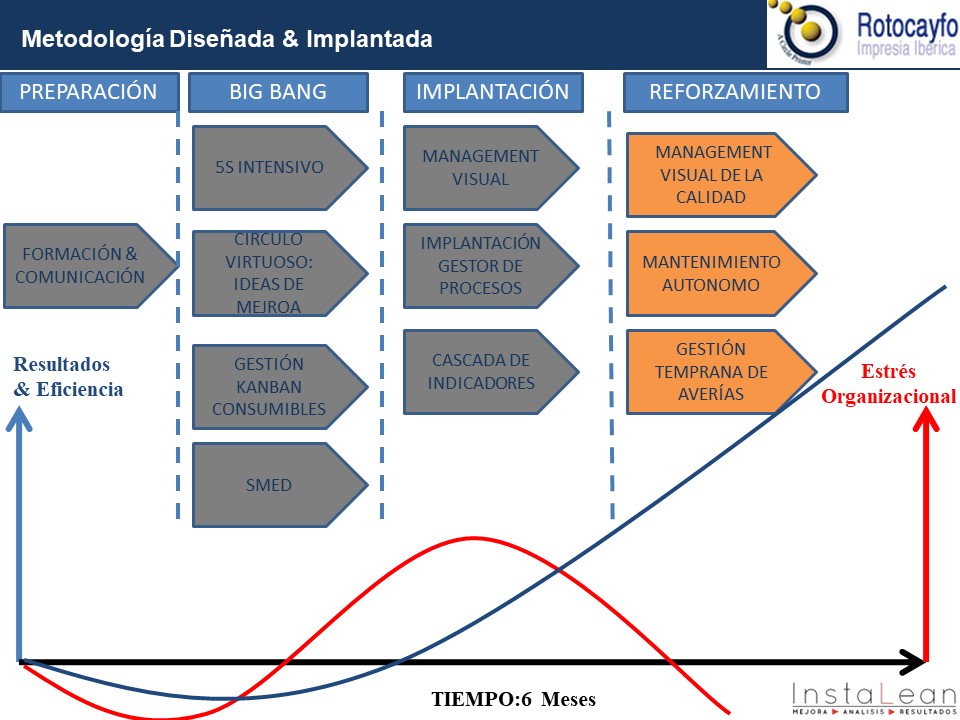
Resumen Metodología Paso a Paso